

Stephen Lloyd,Sandon Global的国际营销负责人,同时负责管理Sandon Global仍在不断发展中跨越67个国家的销售服务网络。他已经在这个行业工作了34年,从凸版印刷机开始开始,逐步发展到商业印刷、防伪印刷和包装印刷,直到2018年加入网纹辊制造商Sandon Global。

张茜茜,毕业于南昌航空大学应用数学系,2019年加入上海鸣谦印刷器材有限公司。主要从事陶瓷网纹辊和碳纤维封闭刮刀的销售及售后服务工作,对网纹辊和封闭刮刀的生产技术及实际应用有一定的了解。致力于为客户提供高品质的网纹辊、封闭刮刀及柔印相关技术服务。
本文介绍了Sandon Global两种最新的网纹辊技术,分别用于标签和软包装印刷,以平衡白墨的印刷质量、不透明度和成本之间的关系;并对白墨印刷另外一个重要影响因素刮刀展开了分析,特别是其与网纹辊之间的匹配关系。
与具备出色遮盖力的丝网白相比,在柔印中实现高不透明度的白墨,将是巨大挑战。为了实现80%以上的不透明度,印刷机需要从许多变量中获得最佳的平衡和性能,包括网纹辊、油墨、刮刀、贴版胶带、印版和承印物。
在特定的印刷速度下,控制白墨的转移性能,以达到期望的不透明度时,往往认为需要控制好承印物的表面张力,但是网纹辊和刮刀之间的关系通常会被忽略。对于窄幅UV油墨,在大载墨量网纹辊印刷时,需要厚度为0.2~0.3mm的刮刀;对于宽幅柔印,则需要厚度0.2~0.25mm的刮刀,才能达到类似的效果。
当然,不同的网纹辊雕刻工艺和参数会展现不同的不透明度。因此建议通过测试来确定网纹辊的雕刻工艺,并寻找最适合的刮刀厚度,以达到所需的不透明度。测试过程需要有一个可以被校准的不透明度测试仪,明确不透明度目标,用一定的时间进行印刷测试,并对测试结果进行检测。长远来说,这样的过程将会为未来节约大量的印刷时间。
随着柔印创新技术的不断涌现,印刷机速度在不断提高,油墨、印版以及印前技术创新,也在以惊人的速度向前推进。特殊网穴结构的网纹辊和新一代刮刀在持续改善油墨转移。通常来说最基本的因素才会导致真正的差异,控制承印物上的白墨也不例外。使用最新的数字加网技术,可以进行扩展色域(ECG)印刷。然而,如果白墨没有足够的不透明度和良好的流平性,则不会取得好的效果。
据估计,软包装领域印刷企业的油墨支出,至少有50%是白墨。随着钛白粉价格的不断上涨,如何在成本受控的前提下达到更好的遮盖力,变得尤为重要。
谈及白墨时,不能只看不透明度数据;有些印刷厂采用印刷两遍白墨的方式,来解决遮盖力问题,其实不透明度并没有提高,只是“针孔”被填满了而已。印刷两遍白墨,相对于一色白墨印刷,意味着多消耗50%的白墨,同时还面临干燥速度的挑战,最终意味着要放慢印刷速度,而时间就是金钱。
Sandon Global开发了两种网穴结构的网纹辊,以解决上述问题。分别是用于窄幅柔印的HOW网纹辊(High Opacity White),以及用于软包装、预印和后印市场的HVP网纹辊(High Volume Process)。
HOW网纹辊
HOW网纹辊是Sandon Global与印版、油墨和胶带制造商合作开发的,旨在实现轮转丝网印刷品质的柔性版白墨印刷。
由于丝网印刷白墨的速度很慢,对于长单印刷或者需要快速交货的订单来说,是很大的问题;另外,如果丝网版不能及时清洗,也会产生很大问题。这些都是开发这套解决方案时考虑的另外一个关键因素。
在柔性版印刷中,用于转移大墨量的标准网纹辊网型,是传统的30°正六边形网穴。HOW网纹辊的网穴结构特别为高粘度UV白墨设计,一般用于标签和窄幅柔印市场,其结构优于传统的30°网穴。
当使用传统网穴的网纹辊来进行大墨量UV印刷时,承印物表面出现的针孔和网状纹路问题通常无法解决。HOW网纹辊网穴中油墨的流动性特征(如图1所示),使得通常很难印刷的UV白墨能很容易地从网穴中转移出来,并平整地覆盖到印版上,从而消除了原有技术固有的针孔问题。
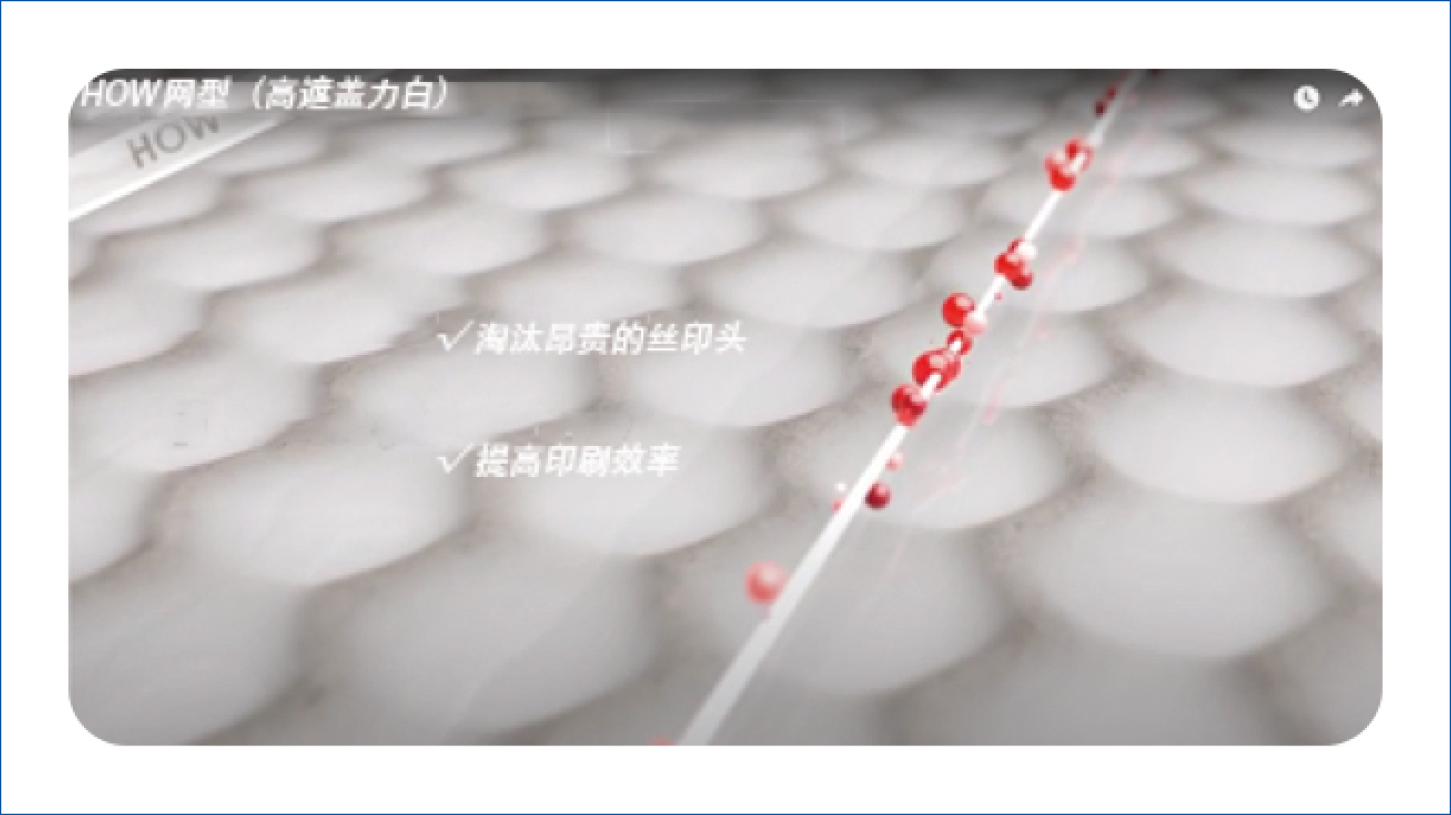
图1 HOW网纹辊的网穴结构对油墨流动性的控制
此外,HOW网纹辊的网穴结构(其受相关专利保护)具备很好的控制性,能将油墨的流动性限制在一定范围内。据窄幅标签印刷企业反馈,其主要优点包括达到丝网印刷品质的高遮盖力白墨印刷、不必降低印刷机的运行速度并降低运营成本。
根据印刷企业实际应用中的不同需求,这种网穴结构的网纹辊已经演化成一系列不同墨量的设计,具体如表1所示。

HVP网纹辊
软包装和瓦楞纸箱与窄幅标签印刷行业所面临的挑战略有不同,网纹辊需要兼顾广泛的印刷适性和印刷性能;为了实现这一点,Sandon Global研发了一种拉长型网穴的网纹辊,即HVP网纹辊,如图2所示。
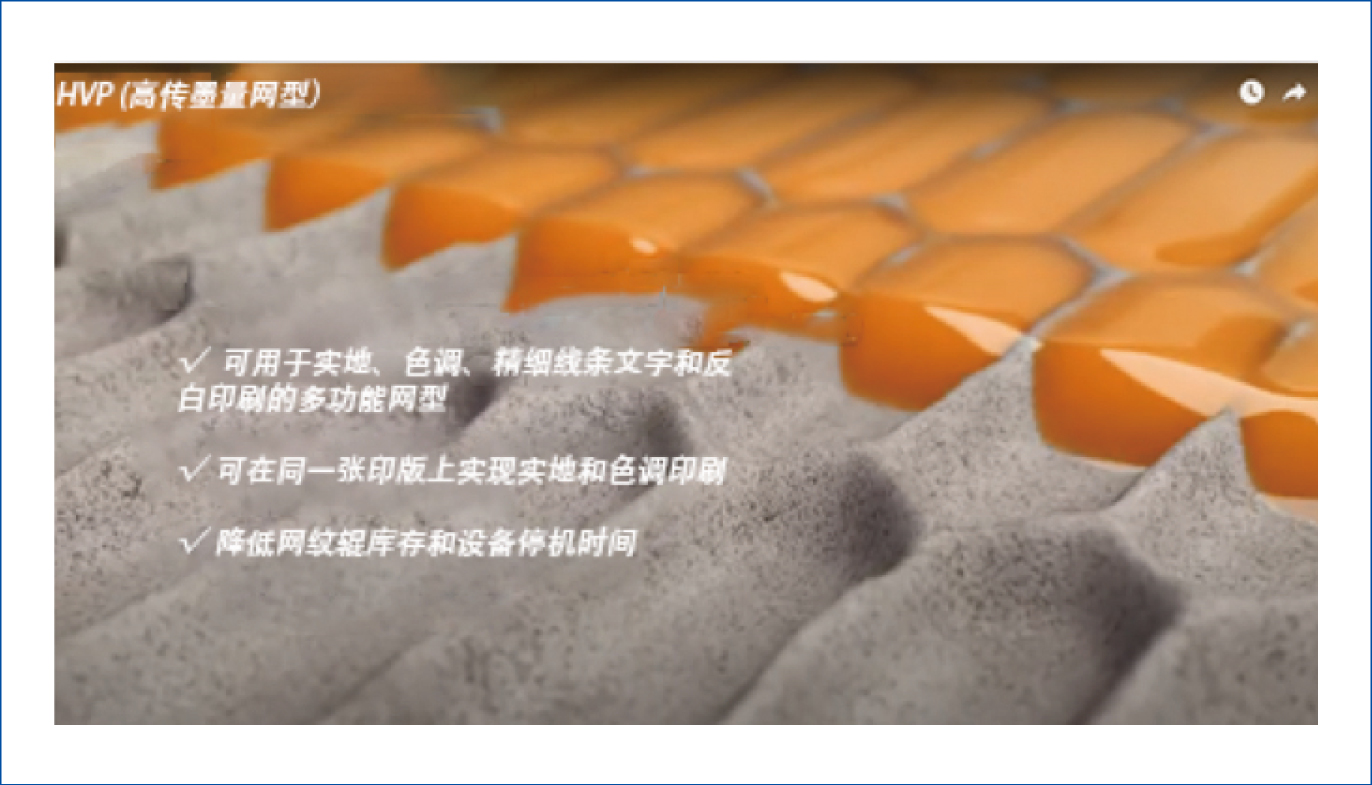
图2 HVP网纹辊的网穴结构
事实上, HVP网纹辊的网穴可以转移出更多的油墨,这有助于消除针孔问题,并降低印刷中的缺墨现象;在高达600m/min的高速印刷中,仍可保持良好的印刷实地密度,在吸收性承印物印刷中,尤其是在瓦楞纸箱印刷行业,这是一种核心诉求。
HVP网纹辊表面的高线数网穴结构,大幅改善了墨层的流动性。单位面积上增加的网穴数量,相当于提高了“分辨率”,油墨以一种更加可控的方式从网穴中释放出来,从而降低了墨层表面产生网状纹路的可能性,并大幅改善油墨整体的流平性。这种拉长型网穴的核心特点是改善网穴的油墨转移性能,网穴合适的深度开口比,使其更容易充填并转移油墨到印版上。
转移更多油墨,并能更好地控制油墨转移过程,这就是为什么HVP网纹辊被证实不但适用于白墨印刷,也适合网点和实地在一起的综合版面印刷。
网纹辊和刮刀之间的关系
网纹辊的耐磨性是印刷企业经常关注的问题之一,因此,下面来讨论一下网纹辊质量和寿命与刮刀设置和材料之间的关系。
许多印刷企业仅将刮刀视为耗材,而并没有将其视为实现高质量印刷的重要工具;在选择刮刀时,经常在品质与价格之间纠结。印版线数需要与印刷的图案相匹配,网纹辊线数需要与印版线数相匹配。那为什么不将刮刀与网纹辊线数相互匹配呢?如图3所示,即为不同线数的网纹辊表面,就像不同目数的砂纸一样,其对刮刀的磨损能一样吗?所以,把这些所有部件相互联系起来意义重大。
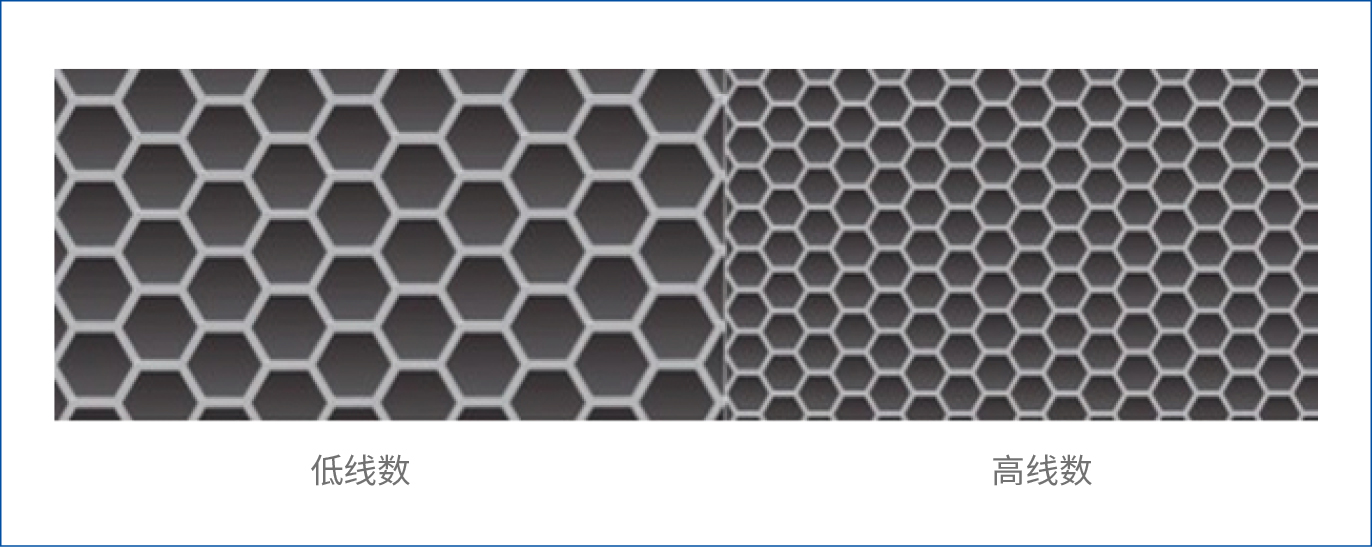
图3 不同线数的网纹辊表面
对于印刷厂来说,印刷白墨时最大的问题,就是白墨色组部件更换带来的停机损失,代价极高。白墨性能与其对挡墨块、网纹辊及刮刀的磨损程度直接相关,这些都是维持印刷机运转的复杂部件。对一个印刷厂来说,印刷机运转一小时创造的价值是多少,或者说额外停机一小时造成的损失有多少,都是很容易算得清楚的。如果白墨色组使用了特殊的刮刀,假设一周能减少两次停机更换时间,那节约的成本将远远超过增加的成本,单单节约的油墨,就比刮刀的价值更高。
寿命较长的白墨刮刀,无论是圆刀口、斜刀口还是薄刀口,通常在刀刃部位都有单层或多层的硬化涂层(如图4所示)。与传统的碳钢刮刀相比,涂层有助于保护钢材的完整性,从而提高刮刀性能并延长使用寿命。涂层还可以改善刮刀和网纹辊之间的润滑性,并大大降低摩擦系数。

图4 刮刀表面的硬化涂层
确定具体的刮刀规格,还需要考虑采用哪种刀口更好。圆刀口和薄刀口刮刀是最常见的选择,但建议还是要向刮刀供应商咨询,同时做一些实际测试并进行数据记录,以确定适合的刮刀刀口配置。
为达到白墨预期的不透明度效果,始终要考虑的问题是网纹辊的线数和载墨量。线数越低,载墨量就越高,刮刀磨损的速度也就越快,磨损后的刮刀接触面如图5所示。再结合白墨中钛白粉的研磨特性,刮刀寿命会缩短,如图6所示,并造成很多问题。
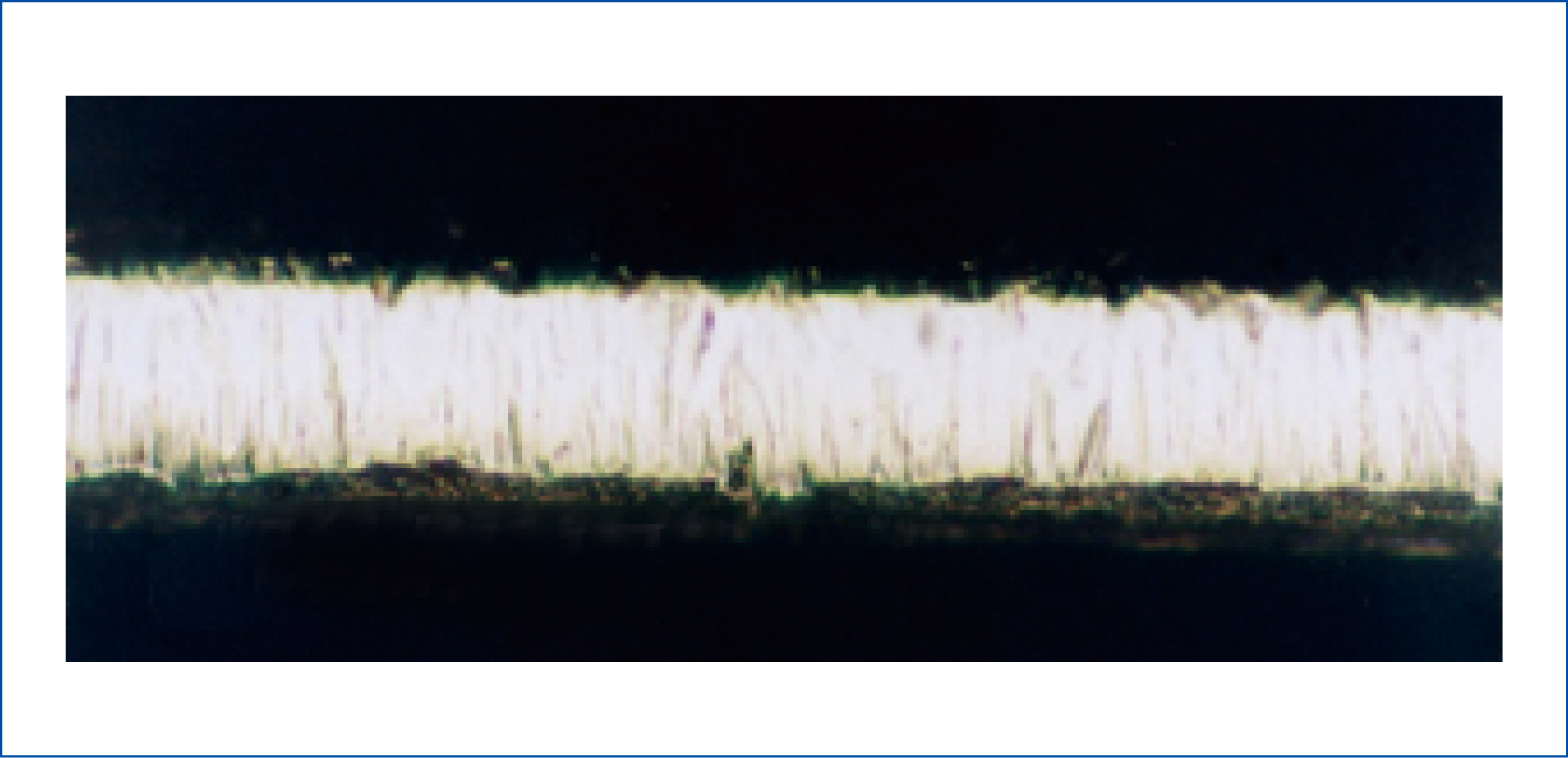
图5 粗糙的刮刀接触面

图6 白墨导致的刮刀严重磨损
把这些因素都考虑进去,相信印刷机的运行一定会顺畅很多。
Sandon Global 非常重视网纹辊制造过程中最后的抛光步骤,因为这对延长网纹辊和刮刀的使用寿命至关重要。HVP网纹辊网穴的三维比例数据,可以增强油墨的流动性,并可在更长时间内保持网穴不易堵塞,并且在耐磨性测试中,被证实优于传统的60°网穴网纹辊。这种网型的其他优点,还包括改善实地印刷、降低针孔现象并改善墨层流平性;增强油墨的流动性,有助于在更长时间内保持印刷过程不脏版;网穴不易堵塞的同时,更容易清洗。
未完待续
关于“网纹辊的清洗与保养”,请阅读《CI FLEXO TECH》实体杂志或注册微信公众号正式会员在“大咖讲柔印”版块阅读。





