

任欣欣,上海孚蕊哲静电科技有限公司总经理(FRASER中国办事处),拥有电气工程本科和工商管理硕士学位。长期从事高品质静电相关产品开发和技术推广工作,具有二十年静电行业外企运营和跨文化管理经验。
本文详细介绍了静电产生的原因,其在包装印刷中的危害,以及如何使用主动或被动的方式消除静电,并使用相关设备进行测量和评估。

静电学是一门尚未充分开发的学科,因为从历史上看,静电不被视为有用,这与能提供能源和电力并有着广泛应用的动力电形成鲜明对比。自上世纪40年代以来,随着塑料使用的增加和新材料技术的发展,使得静电学的研究有所深入,但关于静电的认知水平还是比较低下。
在工业应用中,它仍然是一个问题判断,而不是科学。由于涉及太多复杂的物理和化学知识,很难实现对静电的完美分析;当然静电的测量也是个问题。
一
什么是静电?
静电是材料表面的电不平衡,它可以与周围的材料相互作用。这种不平衡发生在一个原子(或分子)获得或失去一个电子。通常原子与原子中间有相同数量的质子和电子,如图1所示。电子很容易从一个原子移动到另一个原子,它们形成正离子或负离子,当这过程发生不平衡时称为静电。正离子(如图2左图所示)缺少一个电子,所以它可以很容易地接受一个来自负的静电电荷的电子;负离子(如图2右图所示)可以是单个电子或原子/分子拥有多余的电子;这两种情况下,都有一个电子可以和一个正电荷中和。
图1 正常状态的原子
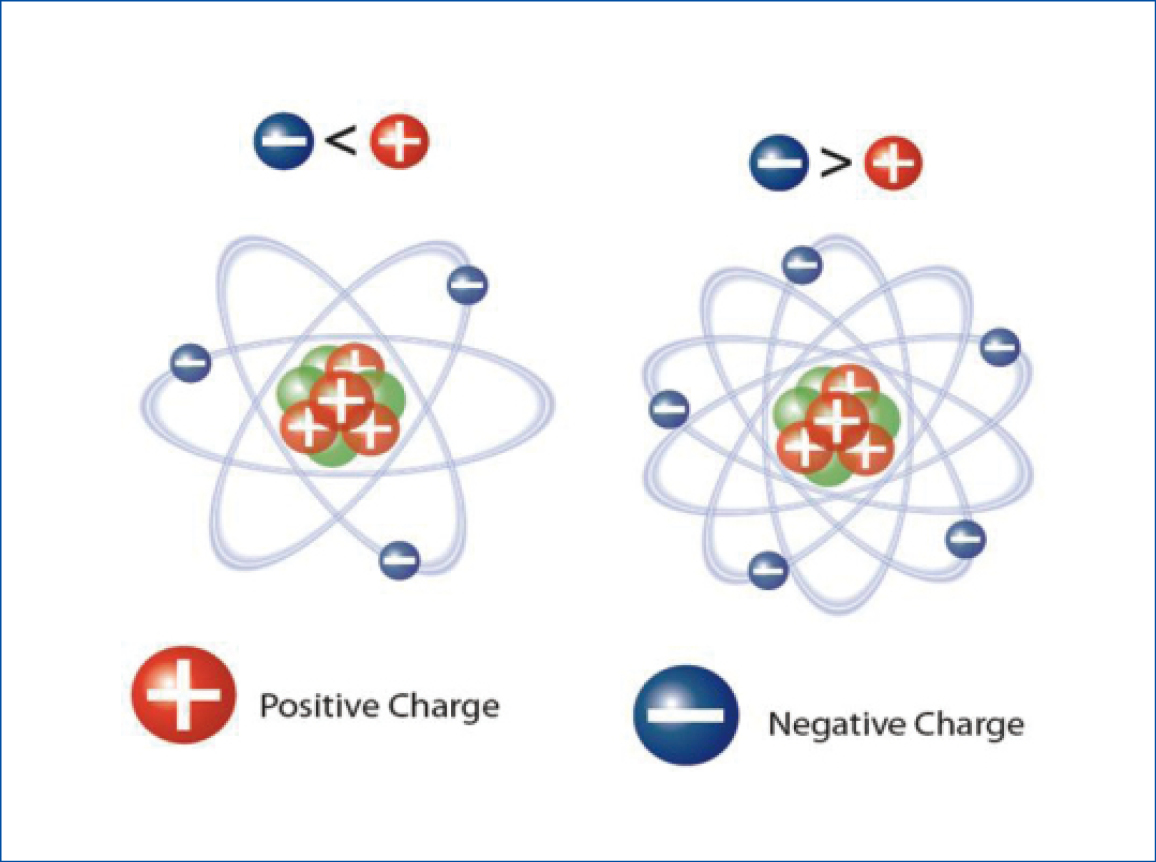
图2 正离子与负离子
电子的电荷为负的1.6x10-19库仑,质子具有与正极相同的电荷,以库仑为单位的静电荷与电子的剩余或不足、或不平衡的离子数量成正比。库仑是电荷的基本单位,代表电子的过剩或不足。(1安培电流相当于每秒1库仑电荷的定向运动)。
二
静电是如何产生的?
静电的产生主要有以下四种原因:
两种材料之间的接触和分离(包括摩擦,贴紧导辊走纸或走膜等)。
快速的温度变化;这样就容易理解,材料经过烘箱之后,静电为什么会有所增加。
高能辐射(UV、X射线),强电场感应等;这很好地解释了为什么材料经过UV和电晕之后,静电会有明显地上升。
切割运动(如分条或模切)。
接触和分离可能是包括柔印在内的所有卷状和片状印刷中最常见的静电产生原因。当材料放卷或通过导辊时会发生这种情况;当材料接触导辊时,会从导辊中流出少量电荷,造成电荷的不平衡,如图3所示;随着材料离开导辊,该电压被放大,合成电压的大小在实践中受到周围材料的击穿强度、表面传导等因素限制。当材料离开辊筒时,经常会听到轻微的撕裂或静电放电的声音,这是由于静电电荷已经达到足以击穿周围空气电气强度的缘故。
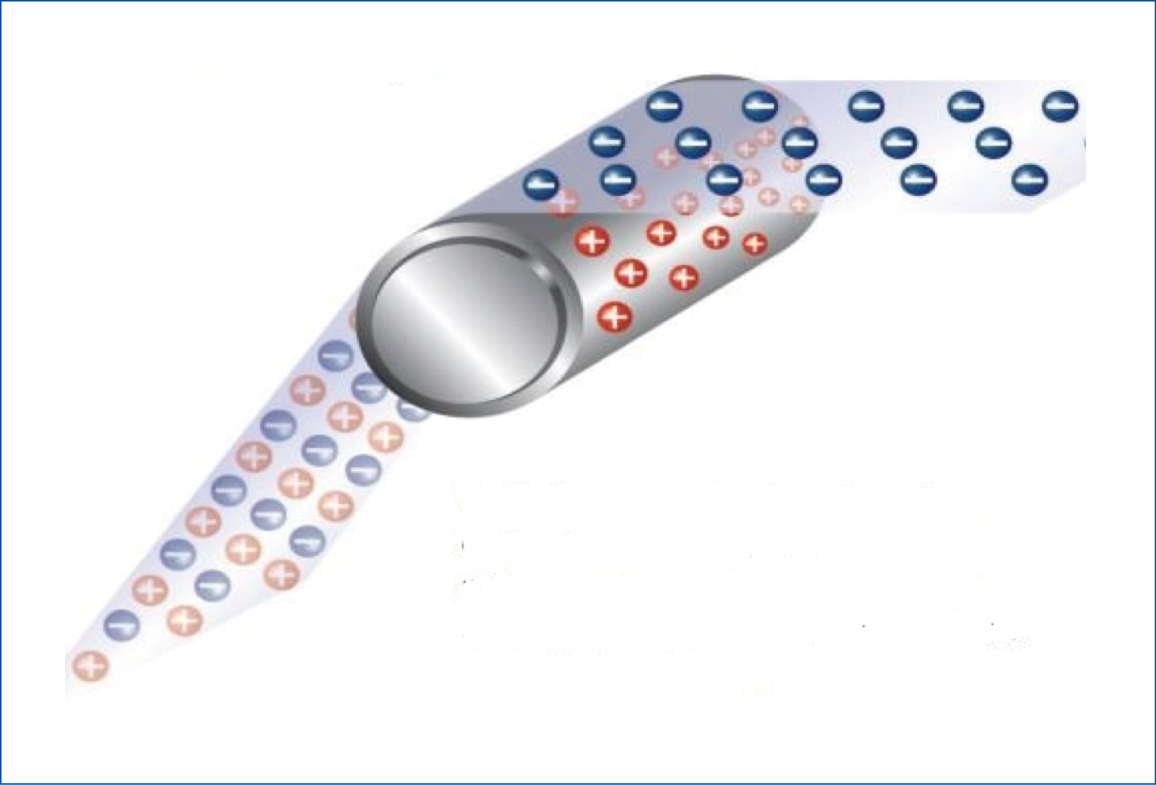
图3 经过导辊的材料
理论上分析,静电电荷的产生可由如图4所示的简单电路表示。图中C为电容,表示存储电荷的电容器功能,就像电池一样,它通常是指材料或产品的表面;R是电阻,表示材料或系统的电荷弛豫能力,通常是小电流的通过能力,如果材料是导电的,电荷将快速消散到大地,因此不会成为问题,如果材料不导电,则电荷无法消散,所以会成为问题;放电间隙是电荷积累的极限;放电电流是材料经过辊筒的动作产生的电荷移动形成。
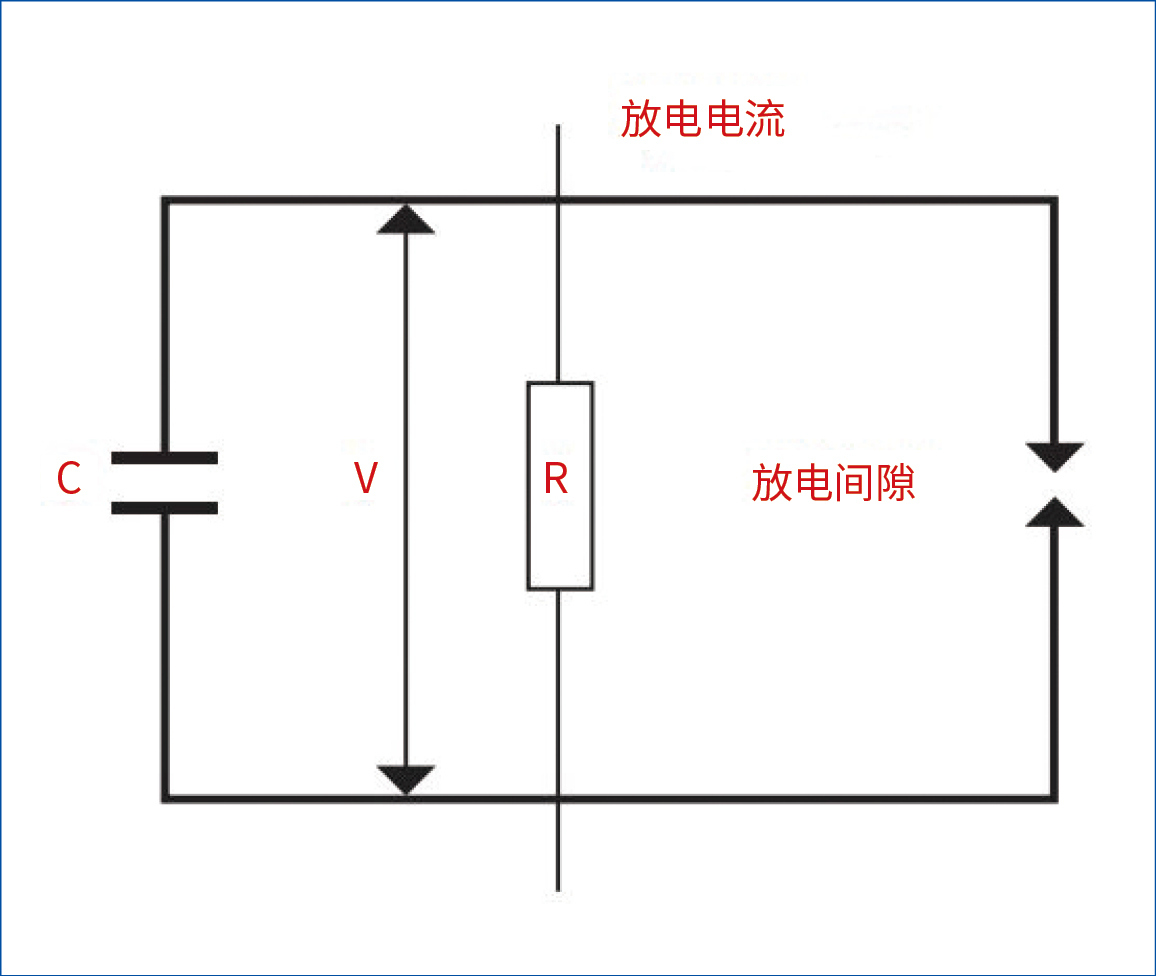
图4 静电产生和释放电路
随着电容(如产品表面)充电,增加其电压V;随着电压的增加,电流流过电阻器R;当充电电流和流过电阻的电流相等时,达到平衡 (此时同样适用欧姆定律)。之所以会存在静电问题,是因为材料具有存储大量电荷并呈现高电压的能力;带来的问题则表现在火花放电、静电排斥/吸引或对操作人员的电击。
静电的极性
通常静电的极性不是最为重要,真正重要的是电荷量即俗称静电的大小。不同材料所带静电的极性由摩擦带电序列决定。所谓摩擦带电序列是根据两种材料相互接触产生的静电极性,按照由正到负的次序排列而成的一个序列表。譬如在这张表中,玻璃、羊毛和丝绸依次排在正极性前列;而橡胶、涤纶和聚乙烯(PE)则位于负极性区间。这意味着,如果羊毛和橡胶摩擦后,羊毛带正电荷而橡胶则带负电荷。
三
静电的危害
静电带来的问题,主要表现在4个方面:
1. 静电吸附和排斥
这也是行业应用中最为常见的问题,不管是印刷、包装、医药、纺织行业,也不论材料是纸张、薄膜、铝箔等。具体表现有材料误动作,如互相粘连、吸附在机器或部件表面、灰尘吸附、收卷不齐等。
具体到柔印,比如片状产品经过模切后,由于静电作用会吸附在压辊上,造成卡纸或掉纸;又如印刷图案边缘有毛刺,或周围出现不规则飞墨,则很大原因也可能是静电的影响;再者,静电吸附的灰尘不慎掺入油墨,在转移到承印物表面时,油墨会出现微小的静电针孔,影响成品质量。

式中:
吸附或排斥作用力,单位为N;
电荷,单位为C (库仑,Coulomb ) ;
物体之间的距离,单位为mm。
因此问题的严重程度与大小,与静电电荷的大小和被吸引或排斥的物体之间的距离直接相关。吸引力或排斥力遵循电场线原理,如果两个电荷的极性相同,它们将互相排斥。如果它们的极性不同,它们就会相互吸引。如果只有其中一侧带有电荷,如图5所示,它会在不带电的产品表面通过镜像原理产生一种吸附力。
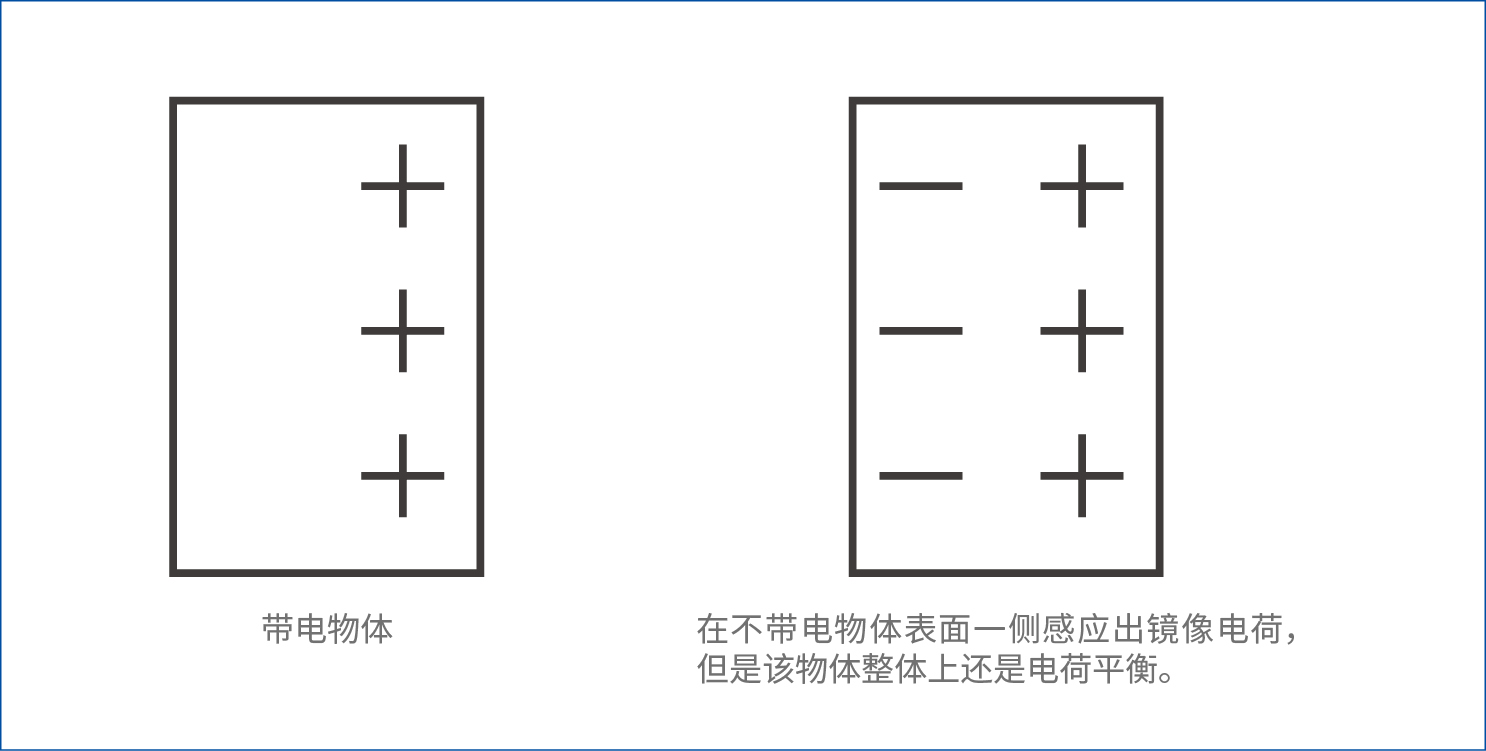
图5 镜像原理
2. 危险防爆环境中的风险
虽然出于安全和环保的考虑,柔印水性油墨已经应用越来越广泛,但是传统的溶剂型油墨还有使用,其中醇类、醚类和酯类溶剂的使用,还是具有潜在的危险。当然在溶剂型涂布、凹印和复合等应用时,情况更加严重。如果承印材料上静电不断累积,将导致火花放电,从而可能点燃可燃气体和溶剂,严重的可导致火灾和爆炸。
静电放电产生的引燃能力取决于诸多变量因素:
放电类型
放电率
放电源
放电能量
可燃环境性质(通常是溶剂蒸气,但也可能是灰尘或液体。)
MIE可燃环境的最小点燃能量
3. 操作人员电击风险
随着健康和安全意识的提高,对操作人员的电击保护也变得日益重要。静电电击令人不适,但通常不会有生命危险,除非下意识的连锁反应会导致问题。
静电电击通常有两个原因:感应带电和材料带电。
感应带电
如果一个人站在带电物体的电场中,例如卷绕的薄膜,他们的身体可能会因感应而带电,如图6所示。
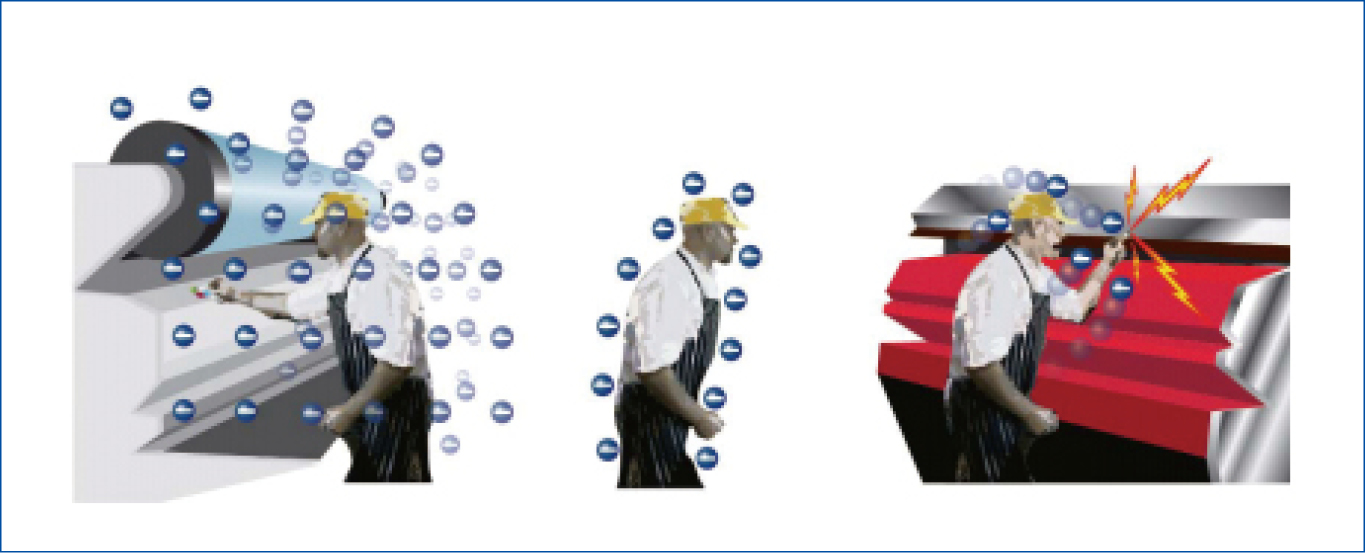
图6 感应带电
操作人员被带上电荷,如果操作员穿着绝缘鞋,此电荷会一直停留在操作人员身上,直到他/她接触到机器的接地部分。然后电荷将从操作人员身体流向大地,会使人产生电击感觉。
材料带电
操作人员也可能会受到材料的电击,虽然这不太常见。如果收料卷中有非常大的电荷,操作者的手指可以将电荷集中到它的击穿点并形成放电,如图7所示。
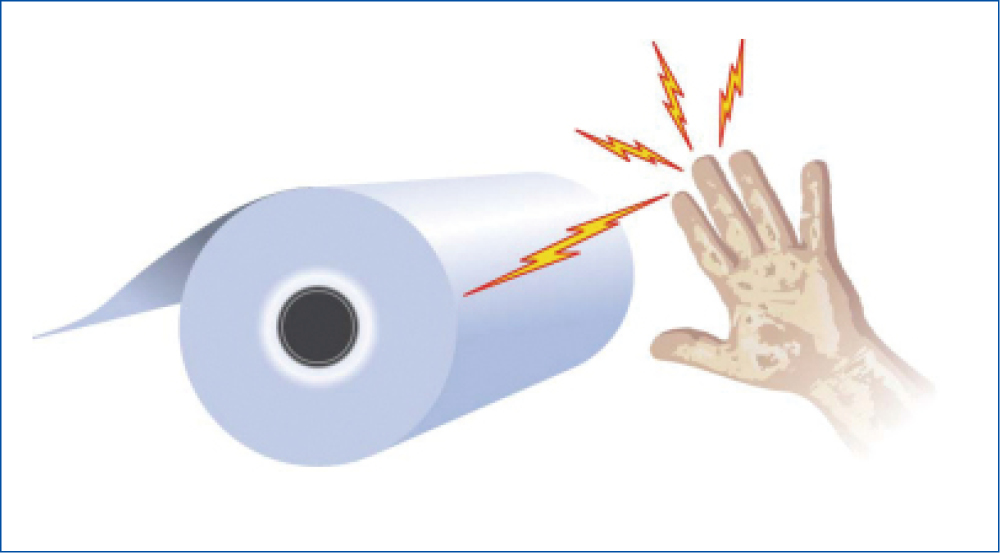
图7 材料带电
或者,如果电场中存在一个不接地的金属物体,它可以通过感应带电。因为金属物体是导电的,所以电荷是可移动的,会向接触它的人放电。
4.电子产品的静电放电(ESD)问题
传统的标签印刷工艺与最新的数字印刷技术融合后,功能上可以集成胶印、柔印、凹印、数码印刷等多个功能单元,以及模切、压痕、烫金、防伪等后道工序。随着RFID等电子标签的普及,标签工艺日趋复杂,速度提升和新材料的使用对静电控制也有了更高要求。
在处理电子组件(比如RFID标签)时,控制静电非常重要。在电子产品中,静电水平可能要求非常低(只有几十伏甚至几伏),而其他工业应用中的典型静电量级则为数千伏。这种离子平衡的高要求,也对静电控制带来新的挑战。
四
静电消除的方法
针对导电物体的静电消除非常简单,只要将物体接地,则多余的电荷会以电流形式流向大地。这种情况在非导体上不会发生,因为非导体上的电荷不会流动,它们是静止的,“静电”也由此得名。
在工业环境中,中和非导电材料静电的最佳方法是提供与静电荷极性相反的粒子。提供这些带相反极性电荷粒子的最佳方式是电离空气。其本质是利用空气电离器(Ioniser),如图8所示,使空气被电离后会产生自由移动的正离子和/或负离子,它们很容易与材料的不平衡电荷相结合,以中和材料表面的电荷。
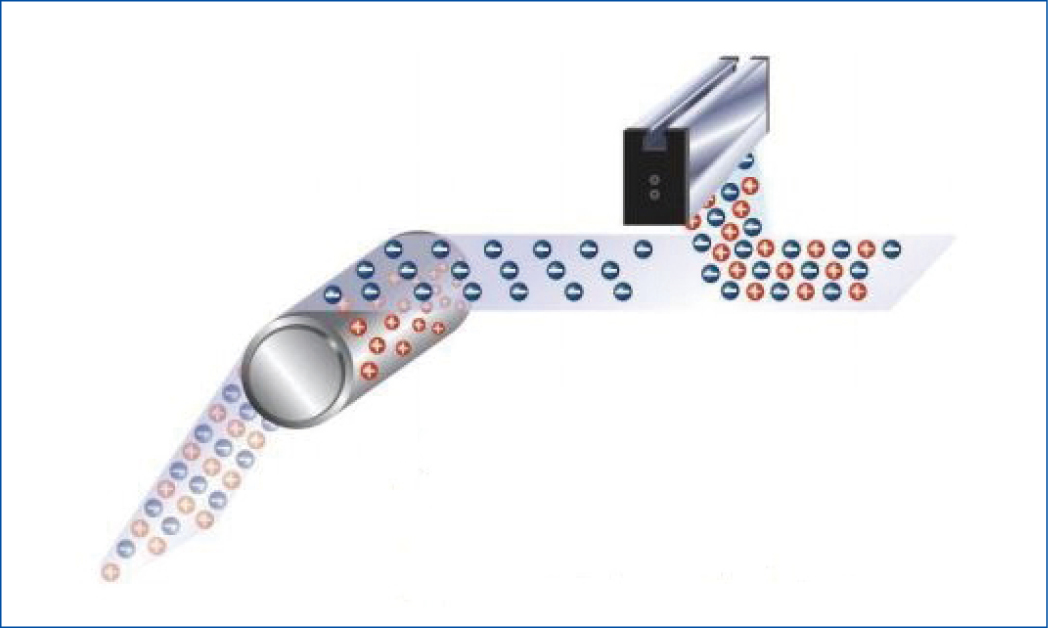
图8 利用空气电离器主动消除静电
利用空气电离器消除静电,一般称为主动式静电消除。与之对应的是所谓被动式静电消除器,包括静电铜丝、静电毛刷和静电绳等,如图9所示,被动式静电消除器由大量非常细的导电尖端组成;这些尖端不断集聚材料上的电荷,直到空气的电场强度达到3MV/m,此时空气的电介质分解并产生电离空气,电离空气允许中和电荷所需的离子交换。
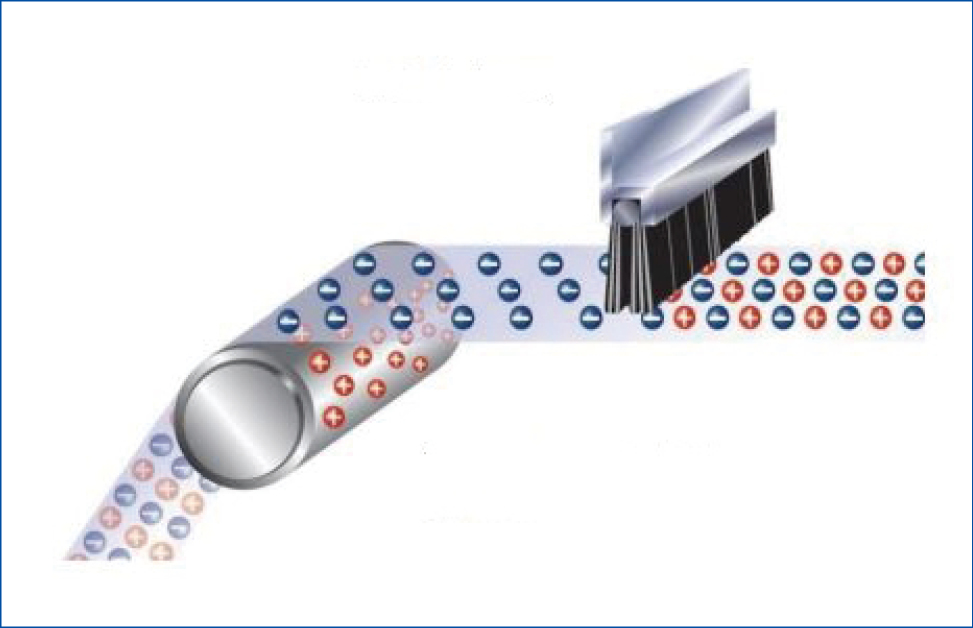
图9 被动式静电消除器
被动式静电消除器必须接地,以确保此交换电荷能流向大地,被动式静电消除器不需要接触材料。在具有低/中等静电荷水平的材料上,纤维尖端应距材料约5mm;在静电荷较高的情况下,如果设计正确,被动式静电消除器可以放置在距材料更远的位置,使用FRASER静电测试仪可以获取最佳的安装位置。
被动式和主动式静电消除各有利弊,都有着广泛的应用,比较而言:
被动式
优点
价格更便宜,适合比较恶劣的环境,譬如印刷、涂布区域
安装使用非常方便,只需接地即可
适合静电残余比较高的场合
缺点
通常无法将静电消到很低的水平,有一定残余
不适合类似注塑件的不规则三维物体
末端纤维必须保持洁净
必须靠近目标物体
主动式
优点
作用距离更长
可以将静电残余降至很低,甚至0
可靠性高
寿命长
种类多,选择范围广,结合吹气还有除尘功效等
缺点
价格比较昂贵
五
静电消除器的选择
被动式静电消除比较简单,以下重点介绍一下主动式静电消除即俗称静电消除棒的选型问题。
最早的交流型静电消除棒诞生在上个世纪四十年代,本世纪初直流型静电消除棒问世以来,得到广泛应用和快速发展。24V DC直流技术和静电棒内置的电子技术,使得静电控制技术向前大大地迈进了一步。
24V DC直流技术的优点概括起来有有如下几点:
无需高压电缆接线
24V DC是一般机器标配的控制电压
无需空气辅助,通过调节频率实现长距离静电消除残余电荷感应成为可能,从而优化离子输出
波形和作用周期可调,从而满足不同静电问题需要
可实现高速下静电中和
运行工况监控、清洁报警、性能监控等成为可能
在选型时可重点关注一下以下几个问题:
1. 工作电压和作用距离
从最早的交流型输出5~6kV,直流型的输出电压普遍有大幅提升,常见的有11kV,15kV,20kV和30kV;理论上电压越高,电离空气作用越强,产生的离子浓度越高,静电消除效果也更好。但是工作电压不能无止境提高,电压过高也存在安全、成本和绝缘老化问题。
工作电压和作用距离存在对应关系。最初交流型在不加吹风情况下,极限作用距离为150mm左右。而直流型的作用距离一般在300mm以上,最远可至1.5m。但远距离的静电棒在安装使用上都有一些要求,静电棒周围一定区域内不得有金属等接地导体,否则严重影响静电消除效果,特别是对某些智能型带感应功能的静电棒尤为重要。
2. 是否需要吹风
一般而言,利用空气辅助作用能延长静电棒的作用距离,这对于传统的交流型静电棒而言至关重要。但是随着远距离静电棒的推出,在不吹风的情况下,也能达到1m左右的作用距离,已经完全可以满足大多数应用需要。吹风本身会带来一定的污染,气流的扰动对某些产品如精密注塑、小型片张等会有一定影响。而且压缩空气气源需要经过油/水的过滤,否则会污染产品。
3. 发射针尖材料
静电棒的发射针尖材料从最早期的不锈钢,到合金材料,再到钨金属。钨金属制成的金属针尖,熔点和硬度都很高,导电性、导热性能、耐腐蚀性及使用寿命都要优于其他材料。
图10是钛合金和钨金属两种材质的针尖,经过相同时间的老化试验后针尖磨损对比示意图,其中(a)为钛合金材质,(b)为钨金属材质。图11为局部放大图,可见钨金属针尖的磨损要远小于钛合金针尖。
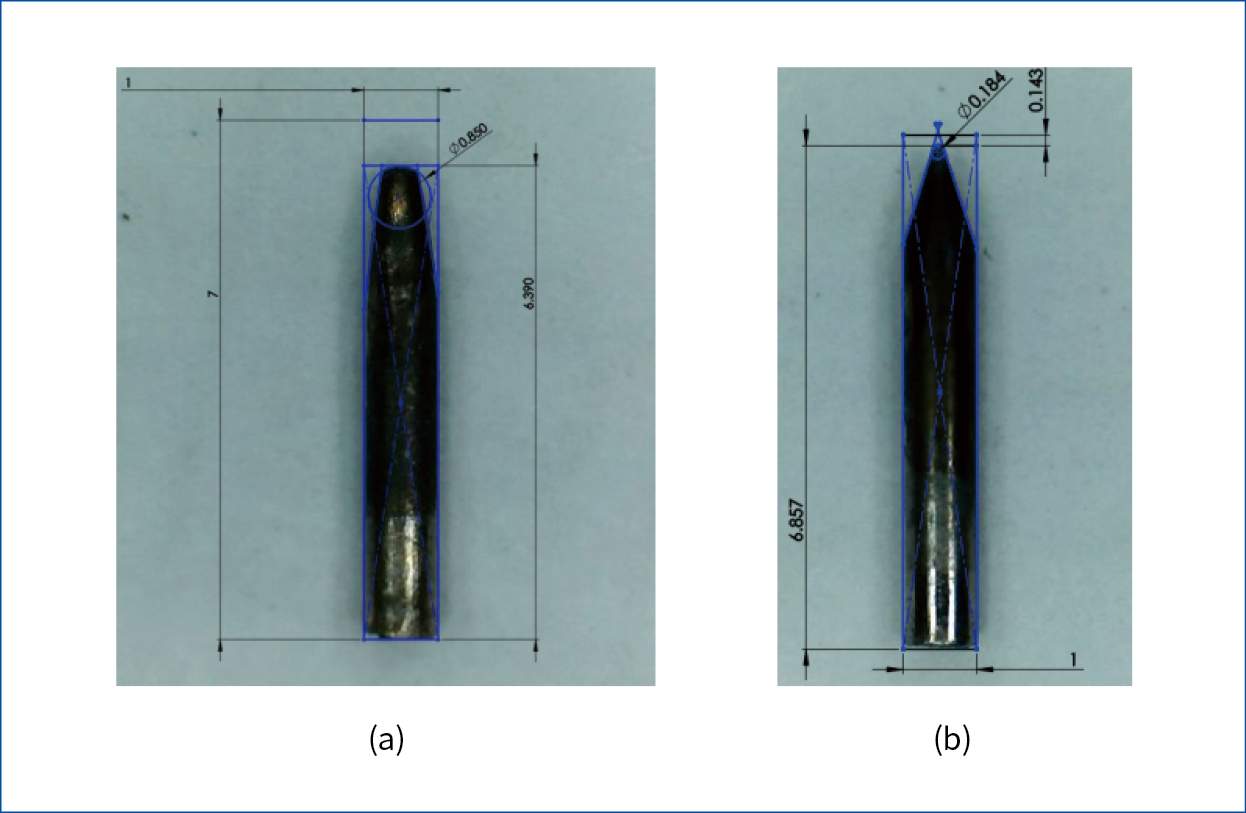
图10 发射针尖材料对比
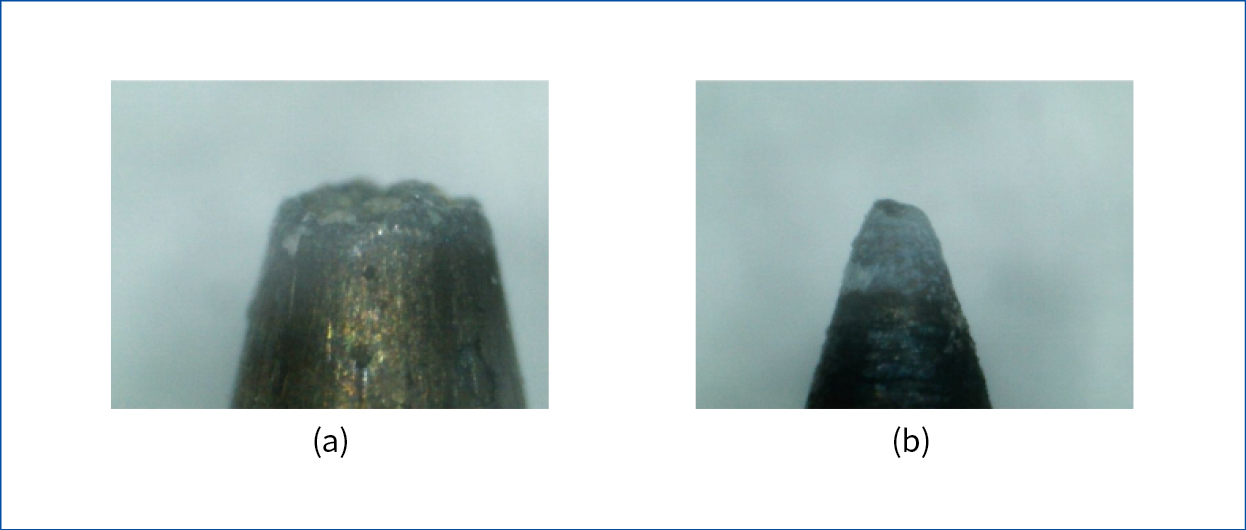
图11 发射针尖材料对比局部放大图
4. 消除效果
关于静电消除的效果,要求不高的场合可以通过肉眼观察和静电消除前后对比进行判断,比如安装了静电消除器后印刷质量得以改善,堆垛和收卷质量有所提高,都能帮助得出定性的分析和判断。
其次,可以借助专业的手持式或在线式静电检测设备,对材料上的残余电荷进行实时监测,从而对静电消除效果作出评估。如果需要得到更精确的定量分析,则需要借助更加专业的仪器---充电平板检测仪(Charged Plate Monitor, CPM)。
衡量静电消除器效果有两个重要参数:消散时间和平衡电压。
消散时间是指在静电消除器作用下,静电电荷产生的电压从起始峰值衰减到终值所需的时间,常用单位为毫秒(ms)。显而易见,消散时间越短则意味着效果更好,这代表了静电消除产品的响应和处理速度,在高速应用场合尤为重要。
平衡电压是指静电消除后材料表面的残余电压,单位为伏特(V)。一般而言,该数值越低越好,代表静电中和更加精准。
CPM正是测量消散时间和平衡电压的一种典型仪器(如图12左图所示),该仪器也代表了静电消除器性能测量的行业标准。它由充电平板和接地平板、高压电源、电压监测单元、放电计时器等组成。能可视化输出消散时间和平衡电压的数值和波形曲线,如图12右图所示。
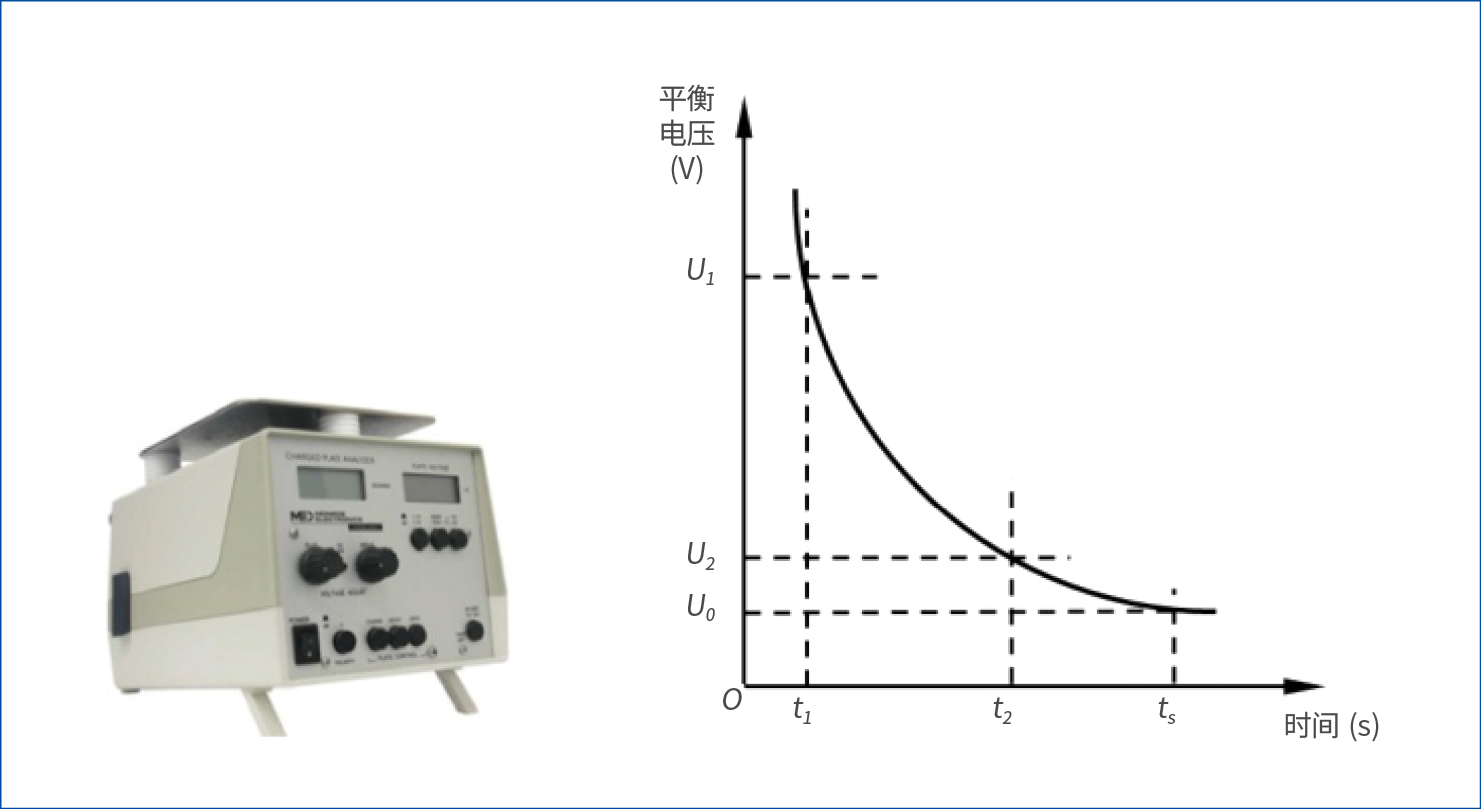
图12 CPM测量消散时间和平衡电压
关于消散时间和平衡电压的实验值,一般厂家都会给出各自实验室的数据,如果该数据并非第三方独立机构提供,则不具有很高的参考价值。现场的实际使用效果和现场实际测量数据更为可信。
未完待续
关于“静电的利用”,请阅读《CI FLEXO TECH》实体杂志或注册微信公众号正式会员在“大咖讲柔印”版块阅读。





