

周晓军,江苏东台人,毕业于华东理工大学机械设计自动化专业,拥有多年网纹辊和墨路系统的研发、生产和售后服务经验,先后担任澳科利售后服务部经理及研发部项目经理。具有丰富的现场实际使用经验,致力于推动更先进的产品解决方案落地。
本文对封闭式刮刀系统的优点进行了阐述,分析了印刷厂常见的与封闭式刮刀系统相关的问题,并且对封闭式刮刀系统的结构进行详细描述。
自80年代初以来,封闭式刮刀系统就已在柔性版印刷设备中使用。就本人多年从事柔印技术工作的体会,柔性版印刷在质量和效率方面现在可与其他印刷方法相媲美,部分原因是油墨计量输送工艺的进步。封闭式刮刀系统的出现可以更好地控制墨层厚度,颜色一致性更佳,并改善油墨消耗、清洁成本和印刷运行的时间持续性。
封闭式刮刀系统应用的主要目的,是为网纹辊传墨提供密闭的油墨供应;在这个过程中,利用其配置的反向刮墨刀,精准地铲刮网纹辊的表面。由于刮刀系统是封闭的,因此油墨不会暴露在空气中。这样可以减少挥发,并使油墨保持适当的化学平衡,最终结果可提供一致且可重复的墨膜,这对于柔性版印刷的成功至关重要。
封闭式刮刀系统使用一片刮墨刀和一片封墨刀,以及二个端部密封块,将内腔的油墨/涂料分配到网纹辊。刮墨刀片充当计量刀片,并从网纹辊上刮去多余的油墨;封墨刀片充当压合或贴合刀片,并将油墨保持在腔室内;泡沫、橡胶或毡垫材质的密封块,用来密封腔室的两端,防止油墨泄漏。
封闭的腔室设计可防止油墨中的溶剂或胺类蒸发,具体取决于油墨是溶剂型还是水性,因此印刷机在运行过程中可以保持油墨粘度;此外,油墨/涂料可以防尘,并且在周围区域的甩滴会降低到最低水平,可以更好地控制油墨使用量,意味着每年可减少多达15%的油墨消耗。该系统容纳的油墨少于传统墨盘的供应量,因此在印刷运行结束时剩余的油墨较少,并可以回收油墨以备后续生产使用。与开放式刮刀系统相比,封闭式刮刀系统还可实现更有效和环保的清洁过程。需要较少量的清洁溶液和水,因此减少了清洁溶剂和水的使用以及处理成本。颜色更换快速,可加快生产中的订单转换,缩短调整时间。
尽管这些听起来可能相对简单,但封闭式刮刀系统仍有许多变量需要不断创新。更高的印刷速度,苛刻的油墨以及对更快、更自动化换单的需求,要求封闭式刮刀系统及其组件(如图1所示)不断发展。
根据我们的售后团队这些年的服务经验,目前困扰印厂的与封闭式刮刀系统相关的问题主要有如下几种:
低粘度油墨/涂料的泄露造成的飞墨;
高粘度油墨/涂料的流动性差;
微气泡;
网纹辊网穴内部墨量过少造成的鬼影问题。
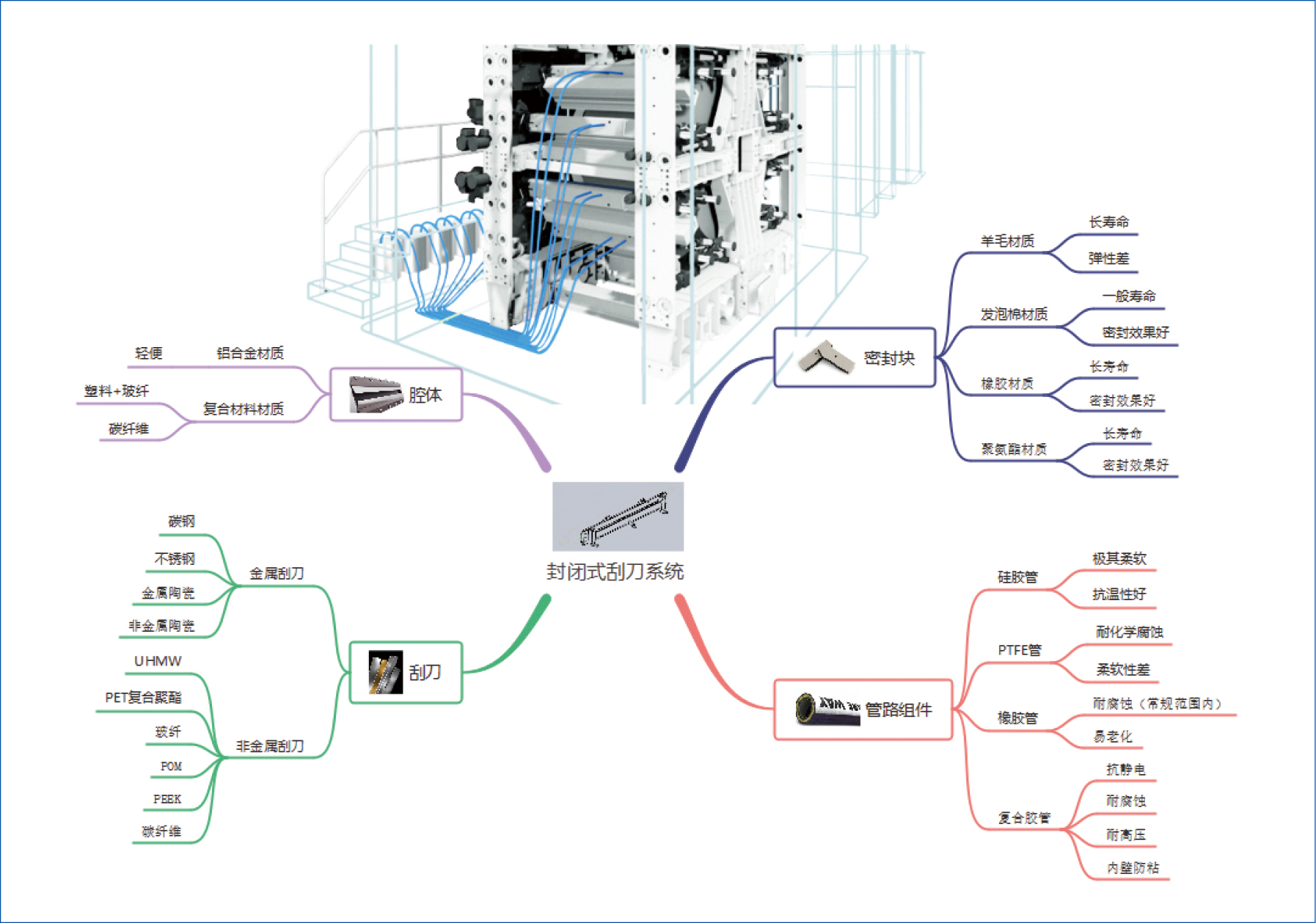
图1 封闭式刮刀系统及组件
如何解决这些问题则是我们所需要思考的,笔者从如下几个方面来抛砖引玉地分析。
一
腔体部分
腔体作为整个封闭式刮刀系统的核心部件,必须具备高机械性能及使用便捷性,以实现印刷速度更高、输出的油墨和涂料更均匀,并且可以轻松频繁地更换油墨或者涂料。其可适用于各种应用平台,如:胶印上光、柔性版印刷、瓦楞印刷、精密涂布应用等。
通常封闭式刮刀系统所配置的腔体,由实心的定制铝合金挤压成型,经阳极硬质氧化处理,内腔喷涂特氟龙涂层制成;而非金属腔体,通常是由碳纤维布通过预制模具进行铺层设计,通过压制成型,其内腔也需要进行喷涂防粘涂层。
1. 腔体的设计
常规腔体的内腔设计主要有三种,如图2所示。不同的内腔形状适应不同场合的应用:内腔圆弧形常应用于卫星式柔印机等高速设备;内腔中高型常用于一般中低速柔印、涂布设备;内腔平底型常用于窄幅柔印、上光设备,通常结构比较紧凑。
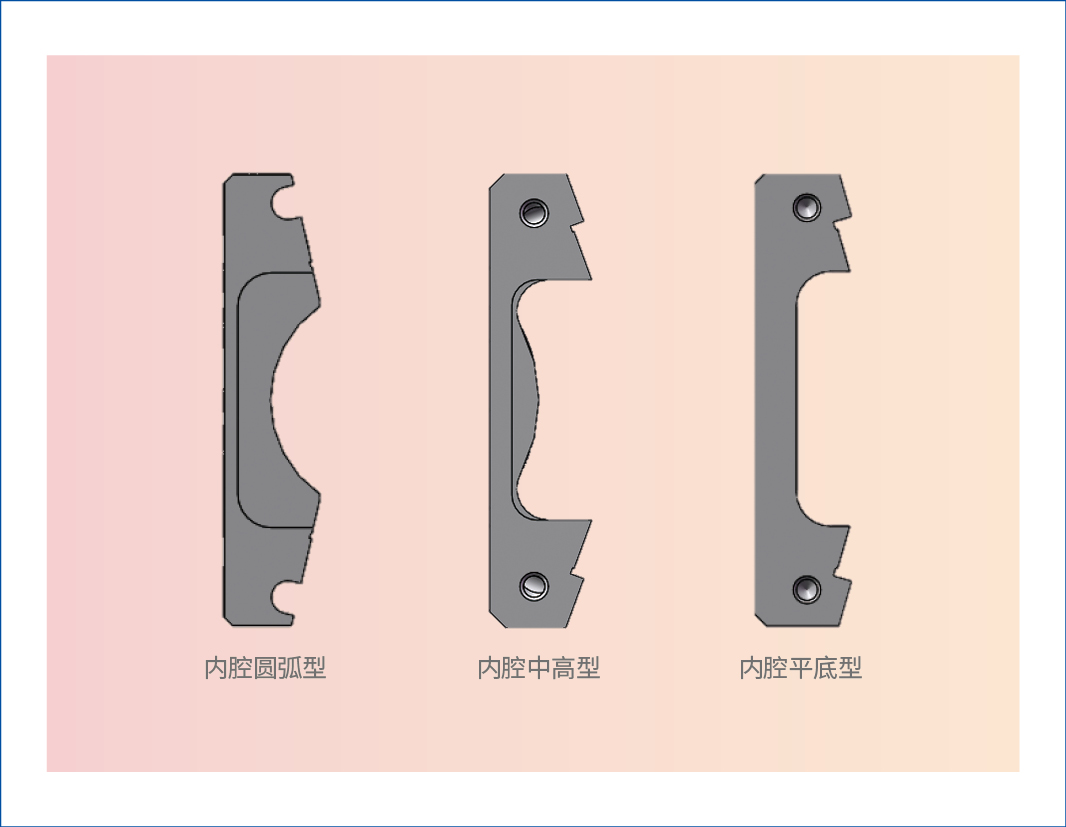
图2 腔体的内腔设计
2. 刮刀角度
封闭式刮刀系统包括两片不同功用的刮刀,其中反向刮墨刀的贴合角度是根据网纹辊直径预先设定好的,行业标准约为30°至35°(如图3所示)。设定的角度过小会产生更大的接触面积,因而刮刀需要施加一定的压力才能定量刮墨彻底,这种压力的增加会产生过多的网纹刀片磨损,因而角度的设计尤为重要。对于卫星式柔印机而言,需要注意内外侧色组的反向刮墨刀位置是不同的,如图4所示。
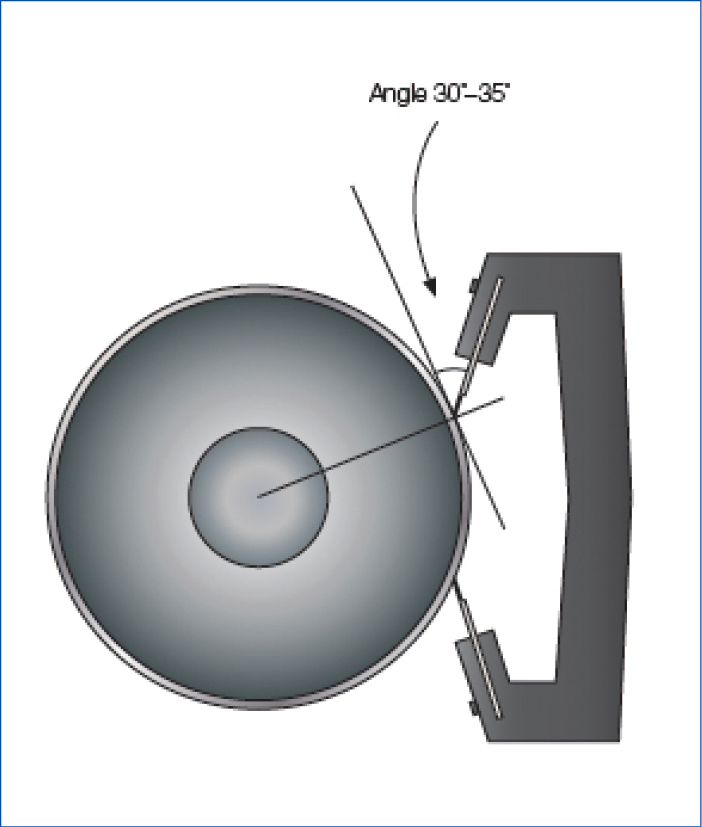
图3 刮刀角度
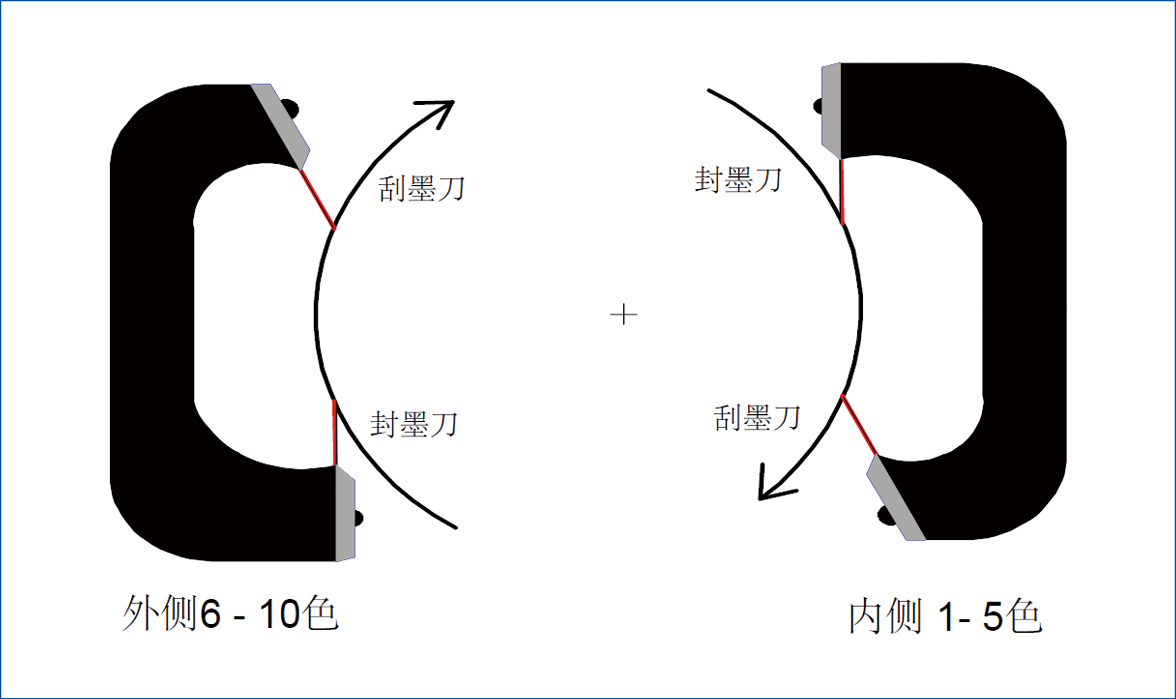
图4 卫星式柔印机内外侧色组差异
然而现在的高速卫星式印刷机腔体设计普遍采用非对称形状,即刮墨刀的刮刀角度不变,而封墨刀的刮刀角度变小(如图4所示)。这样的设计,可以使转移油墨后的网纹辊网穴得到更好的油墨补充,并且也大大降低了刮刀刀尖对网纹辊的磨损。然而当贴合压力过大时,则容易出现刀尖位置卡住或嵌合油墨中的杂质,从而造成印刷缺陷。
3. 进料口和排料口的位置
腔体的进料口和排料口的位置设定也是一个很重要的研究方向。我们的某个客户曾经发现,由于腔体进料口和排料口的位置设计不合理,油墨在腔体里出现涡流和死循环现象,导致网纹辊两端的油墨色密度/固含量出现变化,而造成印刷出现大量的瑕疵缺陷。
所以,设计一个新的腔体时,需要结合客户的油墨体系等数据,再通过CFD流体分析软件模拟(如图5所示),才能得到一个绝佳的排布位置。
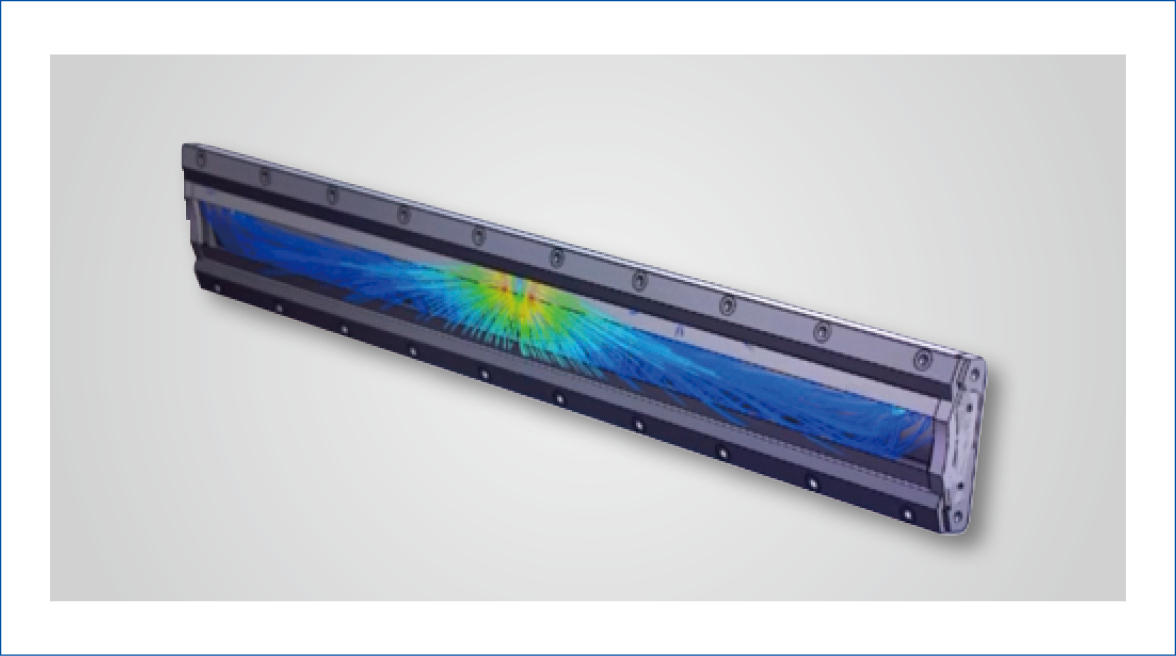
图5 CFD流体模拟
4. 刮刀的开口宽度及平行度
在最初的腔室设计中,共识是两片刮刀之间较大缝隙的大腔室,将使更多的油墨暴露于网纹辊表面或停留时间更长,更有利于油墨填充网纹辊网穴。实际上,较大的腔室为油墨乱流提供了太多空间,搅动空气进入油墨中,反而限制了网穴的有效重新填充能力,这使其难以适应高速生产,经常导致印刷重影,这意味着在重墨覆盖率和轻墨覆盖率之间切换。
解决这些问题的最佳方法是减小腔体的尺寸,使其具有更圆的形状(如图2左图所示)和更窄的刀片间隙。较小的腔室可使流体加速通过腔室,从而迅速将微泡沫排出。
此外腔体两把刮刀的平行度也是十分重要的,这取决于制造加工的工艺设计;如图6所示,左右两端的刮刀间距应该严格一致。
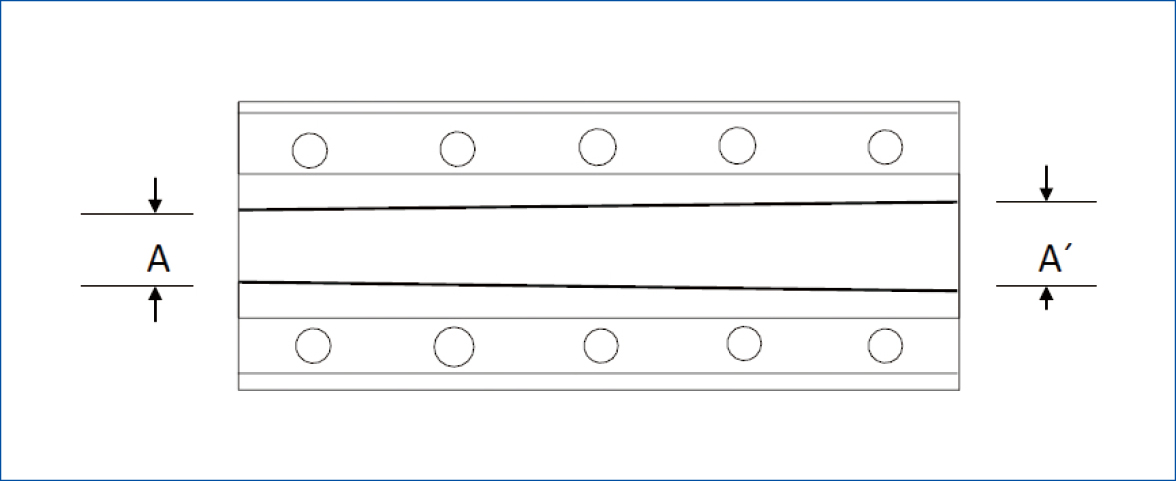
图6 刮刀平行度
5. 材质
随着技术的进步,部分腔体生产商已采用创新的工程概念和下一代材料,来改善设备的性能和可用性。利用碳纤维腔室,可使腔体保持超轻便状态,从而更易于上下移动或翻转,以更换刀片。轻巧的腔室也可以在较低的压力下运行,这意味着叶片和密封件的磨损较慢,因此停机更换的时间间隔延长了,这都增加了生产效率。
新型碳纤维结构腔体轻巧、坚固、耐用且温度稳定,即使在大宽幅的柔印机上,也能减少机器振动对印刷结果的影响。
二
刮刀部分
刮刀似乎是柔性版印刷过程中的一个简单的组件,大多数人通过外观判断,似乎只是一条钢片或塑料,其实不然,为了更好地了解所有刮墨刀的选型需求,先要清楚刮墨刀的作用。
柔性版印刷需要刮墨刀在整个印刷过程中提供恒定的刮墨,使通过网纹辊传输到印版的油墨量,仅由网纹传墨量决定。如果刮墨刀工作不正常,则输送至印版的油墨量除了网纹辊的正常传墨量外,还会加上一定量的表面残留油墨,网纹辊上残留的任何多余的油墨都会导致印刷产品出现偏差。为了获得恒定的刮墨效果,可以使用不同的材料和刀尖轮廓,以更好地将刮墨刀与印刷应用相匹配。
几年前,刮刀的材料和刀尖轮廓只有很少的选择。如今,提供的材料、刀尖轮廓和添加的涂层种类都有很多种,以至于印刷工艺工程师通常需要刮刀供应商的帮助,才能确定最适合的刮刀。
1. 刮刀的材质与应用
1) 金属刮刀
在刮刀应用于柔性版印刷之前,由各种类型的钢制成的刮刀已应用于其他印刷工艺中。现如今,在任何印刷过程中,钢仍是高质量刮刀制造的首选材料。有碳钢和蓝带碳钢、不锈钢、长寿命钢、陶瓷涂层钢,但是哪种材质最适合您呢?
首先,碳钢和蓝带碳钢是相同的材料,具有相同的冶金性能和特征。两者之间的唯一区别是应用于钢表面的蓝色氧化工艺。当应用在非多孔基材和磨蚀性较弱的油墨,且多短单印刷时,碳钢刮刀是经济的选择。它们可以使用于溶剂型、水性和某些UV油墨,并适用于所有网纹辊。
如果需要考虑油墨的腐蚀问题,则最好使用不锈钢刮刀。
长寿命钢刮刀非常适合于研磨性油墨(例如白墨,或其他含有高比例TiO2的油墨、固体悬浮浆料),并与低线数网纹辊配合使用。通常由合金工具钢制成,可提供良好的抗粘附磨损性能。长寿命钢刮刀比碳钢或不锈钢刮刀更贵,但与在生产中经常更换刀片所节约的时间,以及与因网纹辊表面划伤造成的修复成本相比,它提供的好处很容易证明其增加的成本是合理的。
此外,也可以将涂层技术应用于钢制刮刀,以进一步延长其使用寿命和网纹辊的寿命。涂层会降低刀片和网纹辊之间的摩擦系数,从而在较低压力下干净地刮除油墨。陶瓷涂层刮刀技术将获得最长的使用寿命,当然在所有刀片材料中成本最高。陶瓷涂层刮刀通常用于磨蚀性很强的油墨,或者每天使用标准化设置进行长订单印刷时。
上述所讨论的所有金属刀片,均可用于单向摆动刮刀应用,也可用于封闭式刮刀系统。
2) 塑料刮刀
塑料刮刀在陶瓷网纹辊表面具有较低的摩擦系数,使用寿命长,并且可以有效地保护网纹辊。对于刮墨应用,塑料刀片必须比金属材料刀片厚,以提供相同的刚度。但是,较厚的刮刀会由于磨损接触面加大(如图7所示),导致网纹辊表面会残留一些多余的油墨,从而会影响其印刷质量。该行业领先供应商ESTERLAM开发的E系列塑料刮刀,可以解决上述问题,获得媲美金属刮刀的品质;目前欧洲的很多卫星式柔印机正在使用,笔者认为值得在中国推广。
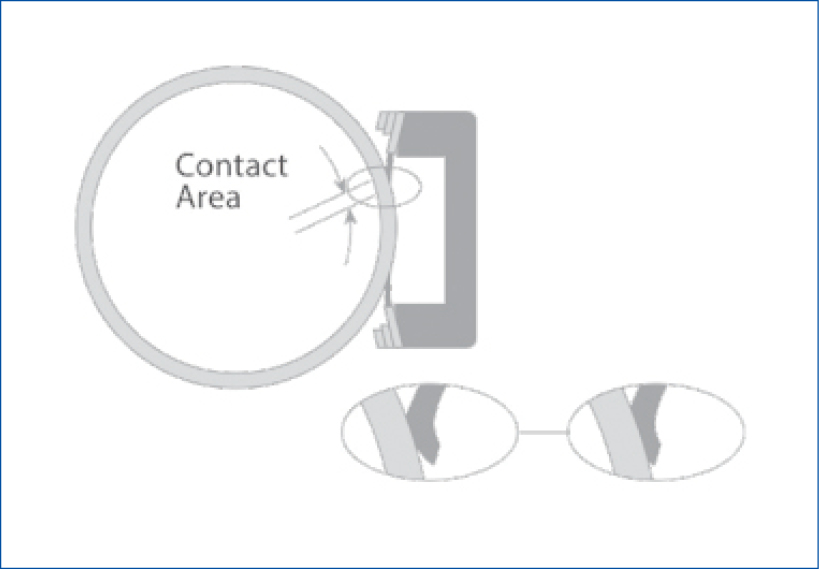
图7 刮刀接触面
塑料刮刀没能大面积在中国推广开来作为刮墨刀的使用,其问题包括:
a) 固有思维;各个印厂长期使用金属刮刀,已经足够了解和适应,对塑料刮刀则非常陌生;
b) 刮刀的塑性形变;塑料刮刀增加压力时,刀尖容易变形,从而在刀尖卷口嵌入或包裹坚硬的杂质颗粒,对网纹辊造成损伤。其实,这种问题在钢质刮刀中同样也会出现。
不管如何,选用合适类型的塑料刮刀仍尤为重要。从目前的成熟应用验证来看,塑料刮刀可用于各种线数网纹辊,非常适合于高固含量的研磨性油墨,并且在纸类基材、水性油墨、陶瓷浆料方面的优势尤为明显。
塑料刮刀应用在封闭式刮刀系统的封墨刀侧时(如图8所示),它可以有效封墨,并提供有效的网纹辊接触保护。当使用塑料刮刀作为封墨刀时,还可以防止油墨中的颗粒在刮刀与网纹辊之间滞留,以减少与刀片相关的网纹辊磨损。
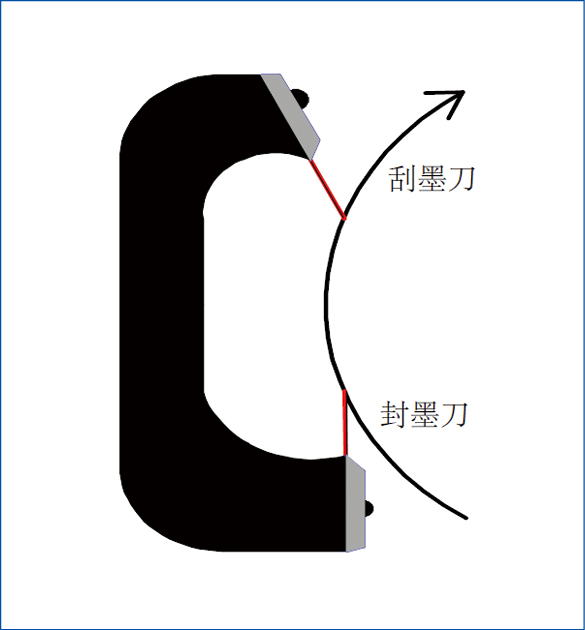
图8 塑料刮刀做封墨刀
2. 刮刀的刀尖轮廓
如图9所示,有各种类型的刀尖轮廓,无论使用哪种,请记住刀尖与网纹辊的贴合接触面积必须足够小,既可以密封网纹辊网穴内的油墨(或涂料),又无需对刮刀施加过大的压力;过大的刮刀压力可能会导致刮刀和网纹辊的过度磨损,以及出现各种印刷缺陷。

图9 各种刮刀的刀尖轮廓
对于刮刀的厚度,一般的经验是:对于高清印刷或高线数网纹辊,刮刀厚度小于0.025mm;对于常规印刷或低线数网纹辊,刮刀厚度要求小于0.04mm(塑料刮刀除外)。
三
端部密封件
封闭式刮刀系统的端部密封件(又称密封块、封墨块)有许多种类型的材料,以适应不同印刷企业的需求。高质量的端部密封件可以防止腔体内的油墨泄漏,并避免端部密封件与网纹辊的过度摩擦。选择合适的端部密封件,其更换周期更长,可有效减少油墨泄露,并缩短停机清洗更换时间;如果使用了长寿命刮刀,则更加迫切重要。
一台印刷机一年下来,因油墨泄露、频繁更换密封块造成的设备停机损失惊人,油墨泄露造成的印刷损耗、客户投诉和环境脏污,也是令人头疼,因此高质量的密封块非常重要。
1. 常规密封块类型
大多数密封块都能满足几乎所有类型油墨的使用要求。泡棉通常是最便宜的材料(如图10所示的EVA材质泡棉),对于某些印刷机的中短订单为主的产品结构而言,泡棉是一个很好的选择。长订单印刷、更高的印刷速度和溶剂型油墨,可能更适合毛毡、氯丁橡胶或氟橡胶密封块。

图10 几种常见的密封块
也可以使用材料相同但是密度不同的密封块,有时候不同硬度的密封块会更适合你的印刷条件和订单结构。
2. 密封块的加工和设计
密封块若是用模切工艺冲压,制造时会产生不规则的凹面卷边(如图11右图所示)。采用CNC切割或水刀切割这样的精密加工,可以产生干净的方形密封边缘(如图11左图所示)。更平整的密封块,有更多的贴合接触面积,创造更有效的密封,也提供更长的密封寿命。
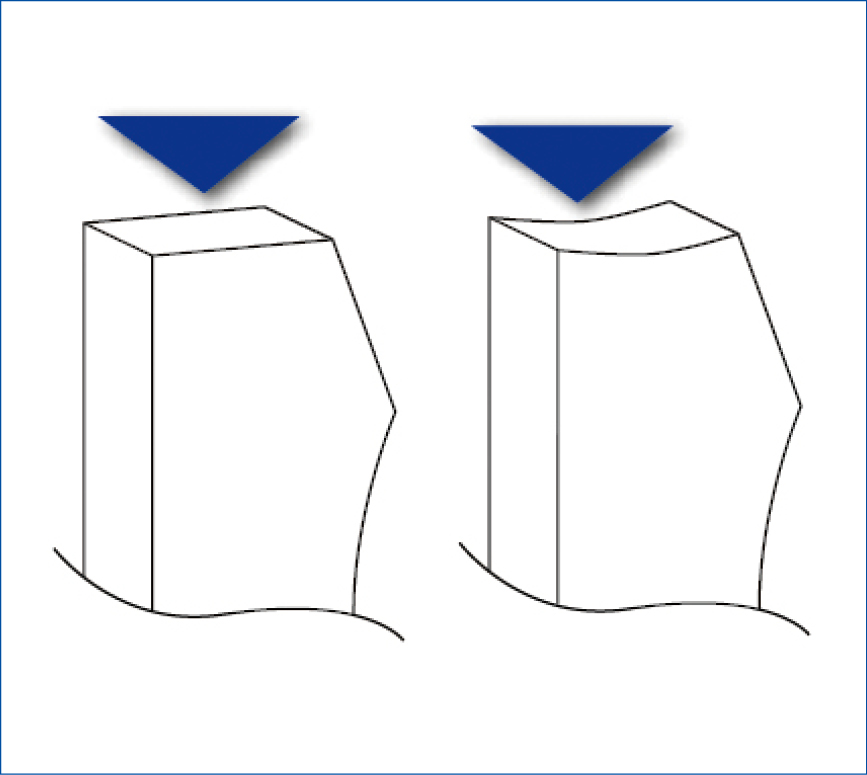
图11 密封块的加工
密封块的设计部分,可以参考本刊2019年6月刊的文章《挡墨块的选择》,主要是需要检查密封块与网纹辊接触的圆弧面半径是否适合,如图12所示。若是设计不合理的密封块,则是很容易出现如图13所示的问题。
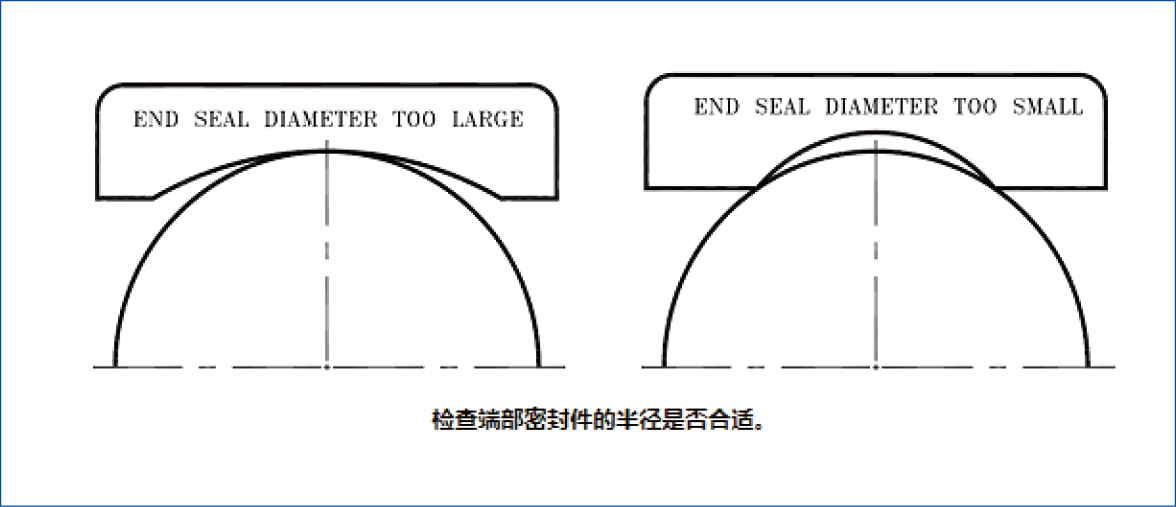
图12 检查密封块圆弧面半径是否适合

图13 设计不合理导致的刮刀快速磨损
3. 密封块增强件
如图14所示的PTFE/PE材质密封块增强件,其与密封块配合使用,对于提高泡棉密封块的耐磨性是一个有益的补充,对于长单印刷来说,是个不错的选择。
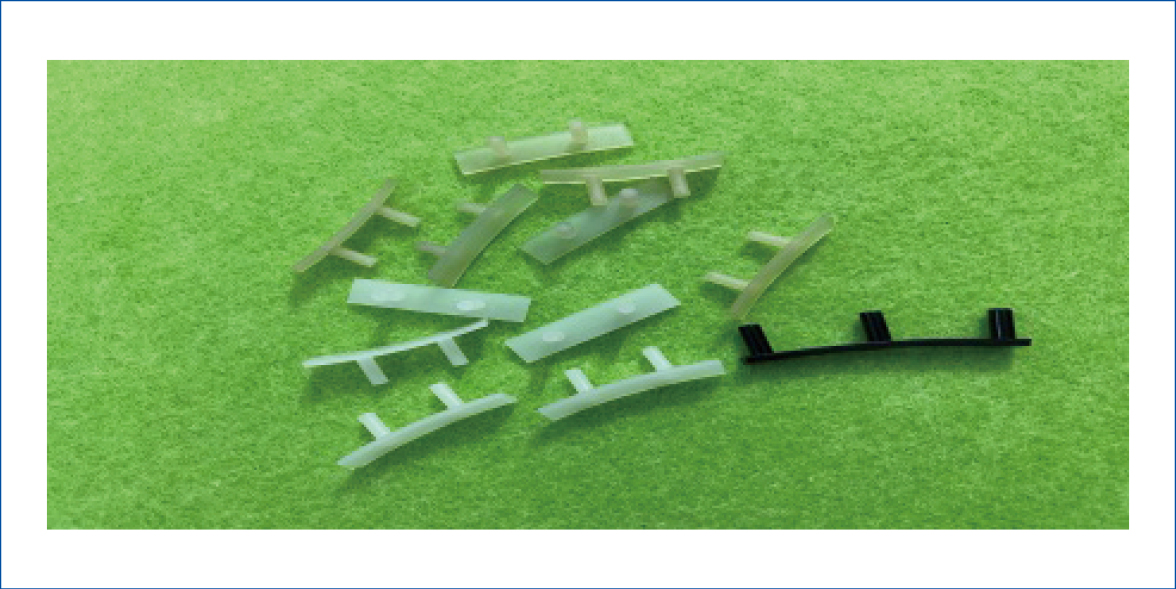
图14 密封块增强件
4. 密封块润滑脂
密封块润滑这项工作是许多印刷机长忽略的关键工作。在初次使用密封块之前和清洁之后,涂抹适量的润滑脂(如图15所示)对密封块表面进行润滑,可以明显减少网纹辊与密封块之间的摩擦,有助于提高密封块的使用寿命,而且还可以帮助排斥油墨,从而不会在密封块端面产生有害的堆积,造成甩墨现象。

图15 密封块润滑脂
四
管路部分
封闭式刮刀系统的基本结构从容纳油墨的腔体开始,油墨通过进口和出口进出腔体,并从腔体返回,从而提供了一个连续的闭环系统;必须按建议的时间间隔更换组件(包括刮刀和端部密封块)。
正常我们设计的封闭式刮刀系统进口流量通径小于出口流量通径,这样能有效地控制封闭式刮刀系统腔体的压力平衡。并选用耐腐蚀内壁光滑防粘的复合管道,这样方便换单清洗作业。
未完待续
关于“总结与展望”,请阅读《CI FLEXO TECH》实体杂志或注册微信公众号正式会员在“大咖讲柔印”版块阅读。





