
/ 陶军明 /
上海DIC油墨有限公司液体油墨技术部部长。大学毕业后接触印刷,作为上世纪90年代第一批柔印人,摸爬滚打在柔印第一线。之后加入油墨行业工作,一直在油墨配方和应用方面积极努力,积累了20多年的液体油墨现场应用经验。
本文提出通过网纹辊和刮墨刀控制柔印的墨量平衡,重视印版辊筒压力和网纹辊压力控制,介绍了黏度及黏度稳定性、流动性、黏性、干燥速度和再溶性等油墨关键指标,分享了柔印中常见问题的原因,帮助轻松驾驭印刷速度越来越快的柔印机。
在印刷行业近些年来的发展进程中,柔印工艺的兴起是最引人注目的事件之一。在面临种种挑战(比如生产成本、政府的行政法规等)的情况下,必须得采用新技术,根据需求寻找自己的出路,而且还要随着新技术的采用,不断地提高和发展,柔印就是一个典型的例子。
柔印以前存在的网点粗大不清晰、高光部分不明显、实地不均匀、燥版堵版、光泽差等弊端,已经随着新材料、新技术的应用逐步得到了圆满地解决,今天的柔印跟从前相比已经有了天壤之别。由于柔印的高质量、高效率、低成本、无污染等优点,其应用前景是十分广阔的。它已经发展成为继胶印和凹印之后又一大印刷工艺。
常见的柔印机分为机组式(如图1左图)、层叠式(如图1中图)和卫星式(如图1右图)三种;不管是哪种类型,其工艺技术的发展主要体现在下文几个方面。

图1 各种柔印机
随着网纹辊加工技术和精度的提高,柔印的质量水平也在不断地提升。二十年以前,网纹辊的线数一般还仅限于180~250Lpi的水平,而今天却已经达到了1200~1400Lpi,而且有可能还会更高。印刷精细程度也越来越追求接近凹版印刷。
在柔印中,水性油墨的应用范围最广,而且占绝对优势。比如在瓦楞纸箱、纸袋、纸制品、牛奶盒等的印刷。但是,塑料薄膜的表印或者复合里印中,在这种不吸收的材料表面,水性油墨还需突破瓶颈,目前表现优异的还是溶剂型油墨,尽管水性油墨的增长速度比较缓慢,但是仍然保持着一定的增长趋势。
此外,柔印市场的应用和需求也促进了高速柔印机的发展,现在高速柔印机的速度可达到400~600m/min。速度快、耐印力高、操作简便是柔印的优点;但是,这对水性油墨来说也是巨大挑战,因为网纹辊的线数在提高、载墨量在不断下降中,又要求印刷品色饱和度接近凹印产品,所以高速柔印机要求油墨中颜料的浓度要高,而且还要求油墨具有良好的转移性能。
因此,如何适应柔印机的高速运转,需要掌握好相关的柔印知识,这是本文探讨的内容。
一、掌握柔印的墨量平衡
柔印机印刷的墨量平衡是由网纹辊和刮刀共同完成的。
1.网纹辊
网纹辊是精确的传墨辊筒,供墨量精确可靠。在网纹辊的表面均匀分布着许多形状一致的微小凹孔,一般称之为“网穴”,正是这些网穴在印刷中起着储墨、匀墨和定量传墨的作用。
网纹辊传墨量的多少,受网纹辊线数影响,所谓线数指以每英寸宽度中的网线数目,以Lpi为单位。线数越高表示单位面积内的网穴数越多,载墨量越小;线数越低,表示单位面积内的网穴数越少,载墨量越大。
在印刷中适合使用多少线数的网纹辊,由印品色彩和图文内容的要求决定。网线的图片,应选择低载墨量的高线数网纹辊,实地印刷应选大载墨量的低线数网纹辊。
网纹辊长时间使用后,会由于磨损和堵塞导致载墨量下降,如果使用不当或日常不注意维护保养,那么网纹辊的优越性就不可能充分发挥,甚至出现无法正常使用的问题,因此要及时、定期进行清洗或保养,并在恰当的时间进行更换。
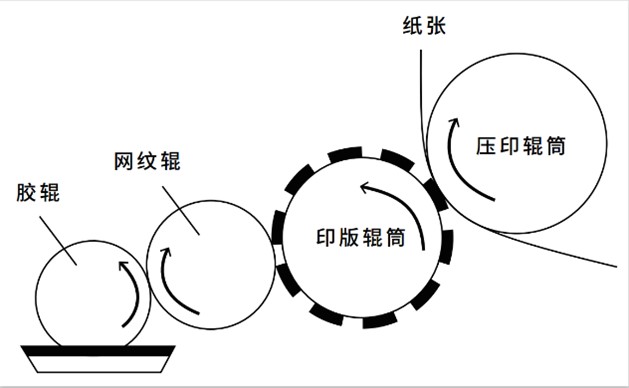
图2 胶辊传墨
2.刮墨刀
刮墨刀又称为刮刀,是用来保证网纹辊均匀供给印版墨量的。早期的柔印机使用胶辊传墨,如图2所示,胶辊接触油墨并紧压网纹辊,而网纹辊本身并不接触墨盘中的油墨,当胶辊转动快时,墨量大,转动慢时,墨量则少,导致网纹辊的带墨量有很大差异,为此在柔印机上设置刮墨刀(如图3所示),保证上墨均匀。
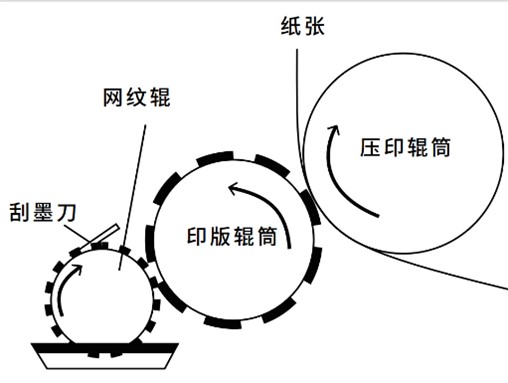
图3 带刮刀的柔印传墨系统
有了刮墨刀,网纹辊传递给印版的墨量仅限于网纹辊网穴的载墨量,这样无论印刷机的运行快慢,都能保证印版墨量的均衡。
刮墨刀按照材料可分为金属刮刀和聚酯塑料刮刀。聚酯塑料刮刀一般用于实地版面印刷,但是由于柔印机高速运行,刀口磨损较快,往往会导致聚酯塑料刮刀碎屑掉入油墨或夹入刮刀与网纹辊之间,再传递到印版上,影响印品质量。金属刮刀分为碳钢和不锈钢两种;由于其出色的耐磨性,一般以铲刮方式反向安装,角度为30°~40°,如图4所示。刮刀要有一定的弹性、韧性及强度,刀口要平直,无毛刺和折皱现象。
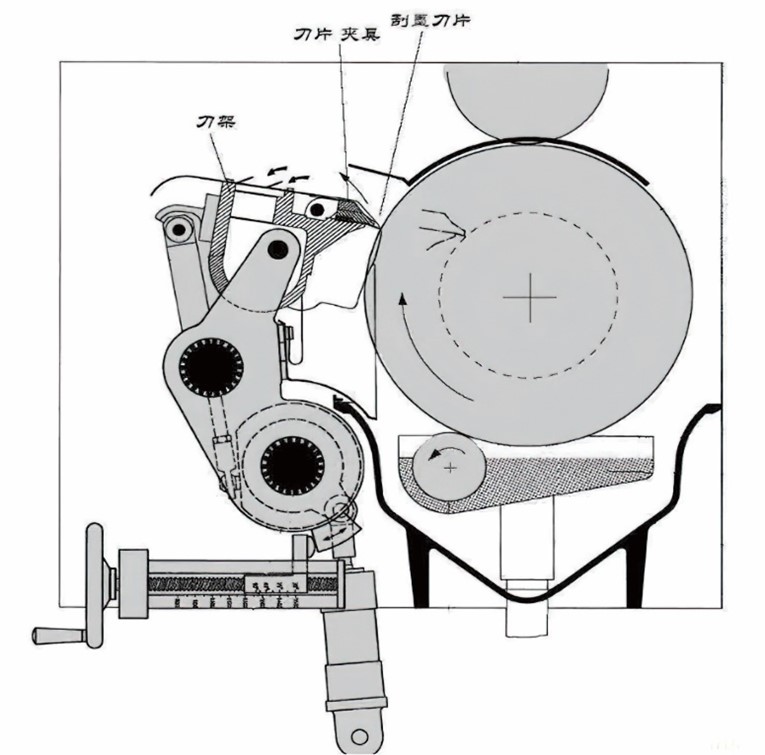
图4 刮刀安装示意图
随着柔印逐步高速化,安装有一把正向刮刀和一把反向刮刀的双刮刀封闭墨腔(如图5所示)获得了广泛应用。其不但解决了飞墨问题,而且减少了油墨浪费,实现了自动清洗。
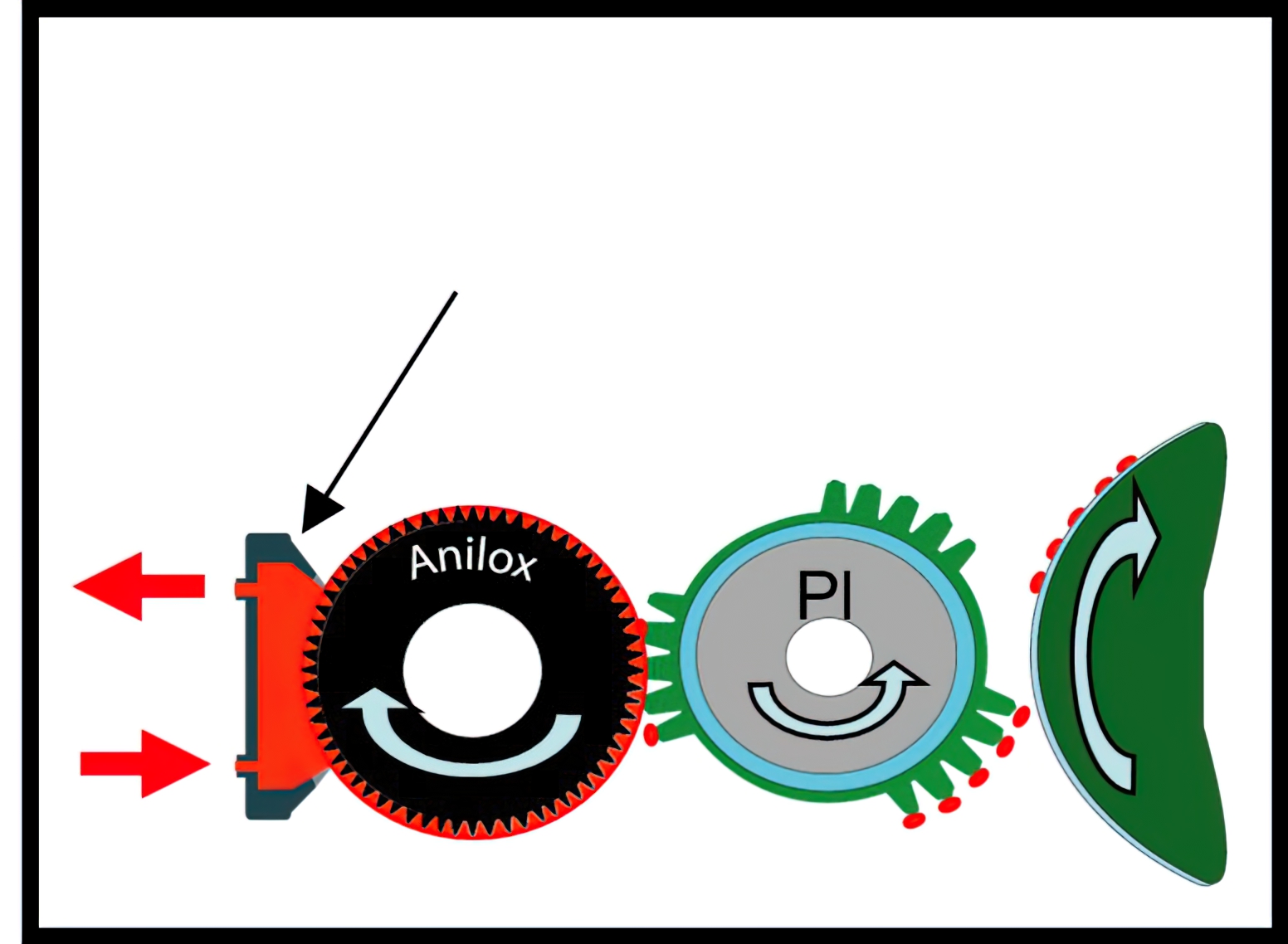
图5 双刮刀系统
刮墨刀磨损后,要及时更换。更换时要注意清洗刀架与压刀条内的油墨,如果内有干涸的油墨,会导致刮刀装上后刀口弯曲、不平直,会使网纹辊产生周向墨痕,印刷时难以调节,影响印品质量。
每次印刷完毕要及时清洗刮墨刀,并擦干刮刀刃口,以免刃口生锈,影响印刷时的刮墨均匀。
二、印刷压力
柔印是一种压力较轻的直接印刷方式,也被称为“轻吻”印刷。由于柔性版印刷压力非常小,压力的大小变化会对印品质量有明显的影响。
在印刷中,网点的大小决定了印刷品的色调再现性。网点增大按照几何学原理,就是边缘部分均匀向外扩张,每一个百分比网点的边缘增大是一致的;同等面积、形状不同的网点,在所受压力一定条件下,周长越长的网点其扩大率越大。不管是什么形状的网点,压力越大扩张越大,也就是网点扩大率越高。
因此,柔印的印刷质量与压力调整有着密切关系,印刷压力的大小应调整到最小,边缘效应和硬口看不出或不明显的状态,这是至关重要的。在调整压力时,压力从零状态开始,两边压力应保持一致逐步加大(在制版时要在版的两边做平衡线和测试条,保证印版两边压力一致);实际印刷时要以版面具体情况而定,比如印刷精细的网线版时压力要相对小些,而印刷实地版时压力要相对大一些。
一般柔性版在制版完成时,厚度偏差应该控制在0.015mm ~ 0.02mm之内。印刷时压力越大,印版转移到承印物上的油墨就越多,而且文字、图像会出现压溃、网点变形且互相桥接,容易出现不实或图案边缘印不上等问题。
为了保证整个版面既能均匀着墨,又不产生发毛、糊版等现象,应将印刷压力即印版的压缩量,严格限制在0.01mm以内(网线版0.02mm)。印版被压缩0.01mm,印版的压力就增大一倍(1~3kg/cm2),网点变形严重,会使暗调部分变成实地,网点空心且不光洁,以致丧失了柔印色泽浓艳、文字笔锋清晰的特点。
压力过大,会出现如下问题:
● 图像整体偏色,色彩还原不佳;
● 图像层次不够,阶调变短,立体感不强;
● 图像偏暗、欠鲜艳;
● 实地、线条、文字出现边缘效应;
● 高光部位变暗,色彩不够亮;
● 断网部位出现明显硬口。
此外,压力调整还包括网纹辊与印版之间的压力调整,两者之间压力过大时,会将油墨从网点表面挤向网点的四周,堆积在网点肩部,形成糊版;这时即使印刷压力合适,印品上也必然会出现网点搭接现象,反之若两者之间压力过小,则影响油墨的传递。
压力的调整,主要是对两对辊之间的间隙的调整,可以使用“版规”(塞尺)判断压力的大小;在保证印刷合压状态下,印版辊筒与网纹辊之间的间隙应是:“印版厚度+双面胶厚度- 0.01mm”,印版辊筒与压印辊筒之间的间隙应是“印版厚度+双面胶厚度+承印物厚度- 0.01mm”。 从实际出发,合理调节各间隙的大小,合适的压力应以印刷图文墨色一致、印迹清楚为准。
在没有塞尺的情况下,可将承印物夹在印版与压印辊筒之间,然后轻轻的拉动,在稍稍用力之后即可拉出的情况下,基本上压力较为合适。
此外,印刷压力还与印刷速度有关,印刷速度快,印版与承印物的接触时间短,应适当加大印刷压力,反之则应减少印刷压力。
三、油墨的使用
柔印油墨印刷性能主要受如下五个因素影响:
1.黏度及黏度稳定性
1) 黏度
不同油墨对黏度的要求不一,一般来说,低的黏度和慢干的溶剂可以保证油墨在转移过程的黏度保持稳定,从而达到好的印刷效果,特别对于黏性较强的树脂,低的黏度和慢干的溶剂可以避免树脂在转移过程中的拉线印脏问题。
但特别注意,对于黏性较强的树脂,慢干溶剂使用时请注意选择溶解性能好的品种,一方面可以快速降低黏度,另一方面可以减低黏性。
对于网点印刷来说,油墨黏度一般设定在18~30s(Zahn 2#杯)之间,可以有效避免网点扩张。
2) 黏度稳定性
对于水性油墨体系,还要注意pH对黏度稳定性的影响,pH值对水性油墨印刷适性的影响,主要表现在油墨的黏度和干燥方面。
水性油墨一般呈弱碱性,pH值正常范围为8.5~9.5,此时水性油墨的印刷性能较好,印品质量稳定。当pH值高于9.5,碱性偏强时,水性油墨的黏度降低,干燥速度变慢,耐水性能变差;当pH值低于8.5,碱性偏弱时,水性油墨的黏度会升高,容易干燥而固着在印版或网纹辊上,易导致版面脏,并且产生气泡。
水性油墨的pH值,主要依靠氨类化合物来维持,但由于印刷过程中氨类物质的挥发,pH值下降,使油墨的黏度上升,转移性变差,同时油墨的干燥速度加快,堵塞网纹辊的网穴,出现糊版。若要保持油墨性能的稳定,一方面要尽可能避免氨类物质的外泄,盖好油墨槽的上盖;另一方面要定时、定量地向墨槽中添加含有氨类物质的水墨稳定剂。
2.流动性
流动性是指油墨在重力或者压力作用下产生流动时,直径扩展的能力。它表明了油墨的稀、稠程度,以及油墨结构的松、紧程度。
流动性是油墨的黏度、屈服值、触变性和流动度的综合性能,一般情况下,油墨的黏度高、屈服值大、触变性大时,流动性小,反之则流动性大。
流动性大小必须与印刷相适应,油墨的流动性过大,表现油墨稀度大,对印刷产生的影响:
1)在印刷压力作用下印迹产生铺展现象,转移到印刷物表面的印迹外形尺寸扩大,特别是在网线、小字、细线的印刷中,影响印刷品的清晰度、层次及颜色的表现。
2)印刷后墨层变薄,印刷品色彩鲜艳度下降,色相变浅。
3)增加了油墨中连结料的渗透能力。
3.黏性
平衡的黏性是油墨转移的关键,油墨需要合适的黏性,才能从网纹辊转移到印版;在高速印刷时,油墨的黏性必须高于临界值,否则油墨不可能转移并附着在承印物上。
黏度是分子内部的阻抗,而黏性是油墨树脂本身决定的特性,与油墨墨层的分离比例有关。一般条件允许的情况下,油墨的黏性越高越好,黏性高的油墨在印刷小文字时,印迹清晰,网点锐利。但黏性太强,又会引起转移过多,从而引起网桥、堵版等问题。理论上按印刷次序,第一色油墨黏性最大,并逐渐降低,以完成油墨的叠印。
4.干燥速度
油墨的干燥速度,实质上是检测油墨中溶剂挥发的速度,或者是油墨由液态变为固态的速度快慢。
油墨内溶剂的挥发速度,不仅与所有使用的溶剂种类有关,而且也受树脂及颜料的溶剂释放性能有关。纯溶剂挥发快,在树脂液中就较慢,加入颜料后就更慢,控制油墨一定的挥发速度,针对不同的树脂液和颜料,制定不同的干燥速度指标,是保证印刷顺利进行的重要条件。
干燥速度太快会影响油墨的转移,从而造成各种问题,严重的可能造成干结在印版上,无法转移到承印物;太慢的话油墨不干,导致粘导辊或者被后色咬色叠印不良。
5.再溶性
油墨的再溶性,是指印刷干燥后的油墨遇到溶剂后的再溶解能力,或者印版上干掉的油墨遇到溶剂后再被溶解的这个性能。
油墨再溶性好坏目前没有一个明确的量化指标,但是油墨的再溶性对印刷质量、印刷稳定性,以及和复合产品的质量有着不可忽视的影响。
平衡的再溶性,也是油墨印刷运转平稳的关键。再溶性差会引起网纹辊堵塞,从而引起鬼影、漏印等问题;再溶性太好,也会引起印刷后色咬色,或者复合上胶色变的问题。
了解了以上几点油墨特性,才能理解印刷中出现的各种印刷问题的原因。把各种可能出现的印刷问题,在正式开机前进行预判,才能在印刷中减少停机处理问题的次数,让印刷机真正高速稳定的运转。
四、印刷常见处理问题
不管如何,柔印过程中总会出现各种各样的印刷问题,为了降低不良品率、提高生产效率,在印刷过程中需要关注如下常见问题:
1.油墨牢度不良(如图6所示)

图6 油墨牢度不良
a) 油墨配方不正确,需要选择合适体系的油墨;
b) 墨层太薄,油墨中的粘接剂被破坏;
c) 溶剂使用不当,询问油墨供应商合适的稀释剂;
d) 干燥不足,印刷材料表面温度太低或者烘箱干燥能力不够,没有让油墨干燥结膜;
e) 承印物的处理不好,检查表面处理达因值;
f) 承印物表面被污染;
g) 水性油墨的pH值太低。
2.脏版(如图7所示)
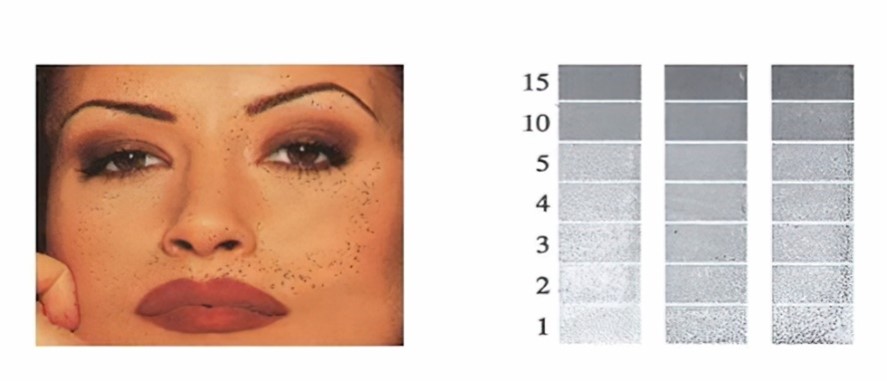
图7 脏版
a) 印版辊筒压力过大;
b) 网纹辊的压力过大;
c) 水性油墨的pH值太低,检查并调节油墨的pH值在指定范围内;
d) 油墨层太厚;
e) 网纹辊线数与印版线数之间的比例不足;
f) 油墨太快干,加入慢干剂使油墨慢干,并检查环境的温湿度;
g) 纸屑或纸毛粘在印版表面;
h) 由于印版辊筒或墨腔不水平,导致墨层不均;
i) 印版太软,选用更硬的印版型号。
3.边缘毛刺(如图8所示)
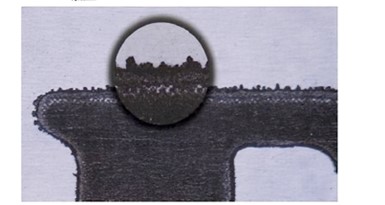
图8 边缘毛刺
a) 印版辊筒压力太大;
b) 网纹辊压力太大;
c) 油墨的pH值太低;
d) 墨层太厚;
e) 油墨干燥速度太快;
f) 油墨配方体系失衡,导致流动性下降;
g) 有纸毛粘在印版表面。
4.边缘重影(如图9所示)

图9 边缘重影
1) 只有局部出现重影
a) 印版压力太大,需要降低印版辊筒压力,并检查印版两边是否水平;
b) 网纹辊压力太大,需要降低网纹辊压力;
c) 印版卷起存储时有扭曲;
d) 贴版胶带固定不良。
2) 普遍性出现重影
a) 印版压力太大
b) 印版不平整,表面出现磨损或凹陷;
c) 墨层太厚;
d) 印版太硬;
e) 由于印刷机其他原因导致墨膜不均匀。
5.套色不干(如图10所示)
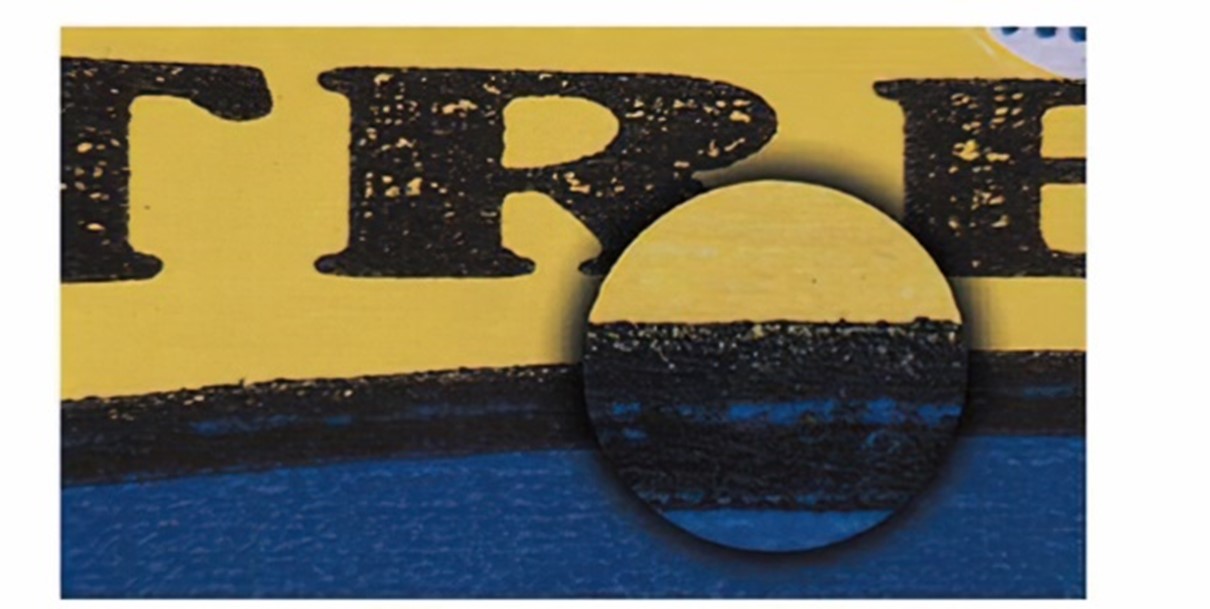
图10 套色不干
1) 由于前一色油墨未干,通过以下途径提高前一色油墨的干燥程度;
a) 降低油墨黏度;
b) 使用更低载墨量的网纹辊,降低墨膜厚度;
c) 调整油墨配方使其更快干;
d) 降低机器的速度;
f) 提高干燥温度或风量。
2) 后一色油墨印刷黏度过低,提高其黏度并使其比前一色油墨更高;
3) 后一色油墨干燥太快,可通过以下途径使油墨慢干;
a) 加入慢干剂;
b) 降低烘箱的干燥能力;
c) 提高印刷速度;
4) 后一色油墨的pH值过高或过低,调节到指定范围或更换新鲜油墨;
5) 由于承印物的抵抗性,而使得油墨未干;更换承印物,或降低墨层厚度,或提高烘箱干燥能力;
6) 后一色油墨与前一色油墨不相容。向油墨供应商咨询。
6.鬼影(如图11所示)
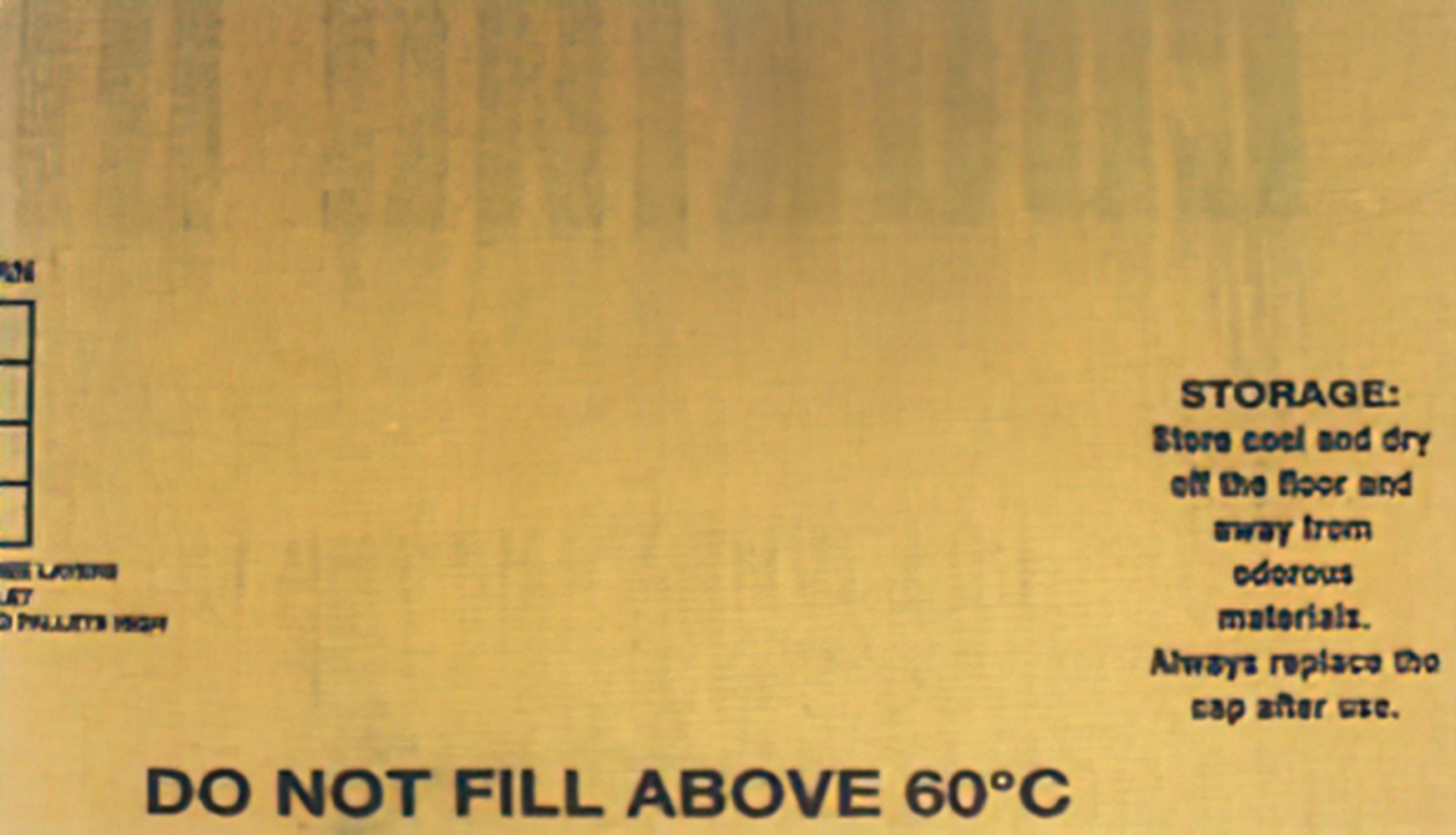
图11 鬼影
1) 印刷前色未干透,被后色溶解后带在版辊上,出现非图文部分的浅色印;
a) 调整前色的油墨干燥,让其干燥彻底,不容易被后色再溶解;
b) 降低后色油墨的黏度,或者黏性;
c) 减轻后色压印压力。
2) 墨量大的版面,特别是大色块版面供墨不足,不能及时补充足够油墨,产生的缺墨鬼影。
a) 增加油墨的循环量;
b) 油墨干燥速度过快,应调整油墨的干燥,让油墨慢干;
c) 网纹辊压力太大,传动时墨量不均匀;
d) 网纹辊的线数过高或者严重堵塞磨损,造成传墨量少,应更换网纹辊。
五、结束语
现代柔印人通过学习前人经验,结合各配套供应商的通力合作,通过知晓以上柔印常见问题的原因,避免或者快速针对性对处理问题,才能轻松驾驭越来越高速的柔印机。






