
/ 张波 /
爱色丽高级应用工程师,G7专家;熟悉影像输出、艺术品复制的色彩管理流程,擅长商业印刷和包装印刷颜色工作流程的搭建和管理,熟悉品牌商包装供应链颜色管控流程。
本文基于不同印刷材质对颜色呈现的差异,为不同品类的包装材质创建主和副两套颜色数据标准,并为不同品类的包装材质创建合适的容差,以在不同承印物上实现相对一致的色彩。
品牌商遇到的问题
从品牌色的设计到印刷生产的过程中,如图1所示,包含了多种承印物和印刷工艺的应用,同样一个品牌色在不同的印刷流程控制中很难达到颜色的统一,这是因为承印物和印刷工艺不同,颜色所呈现的效果也会差异较大。

图1 品牌商的颜色控制流程
不同印刷材质对颜色呈现的差异
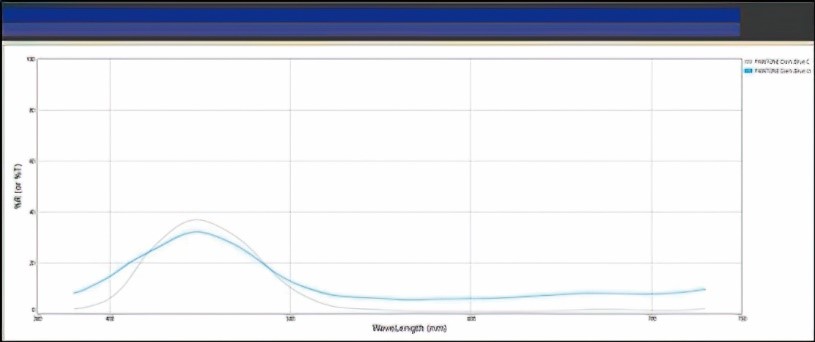
图2 深蓝色在不同承印物上的光谱曲线差异
如图2所示,彩通深蓝专色(PANTONE Dark Blue)分别在彩通C卡(灰色曲线)和U卡(青色曲线)上的光谱曲线差异。从曲线的反射特性可以看出,U卡上的蓝色在波峰和波谷之间的落差较小,表示颜色的饱和度较低,而C卡上的蓝色波峰和波谷落差很大,代表了此颜色的饱和度较高,蓝色更鲜艳,如图3所示,两者之间的色差为9.7(ΔEcmc)。
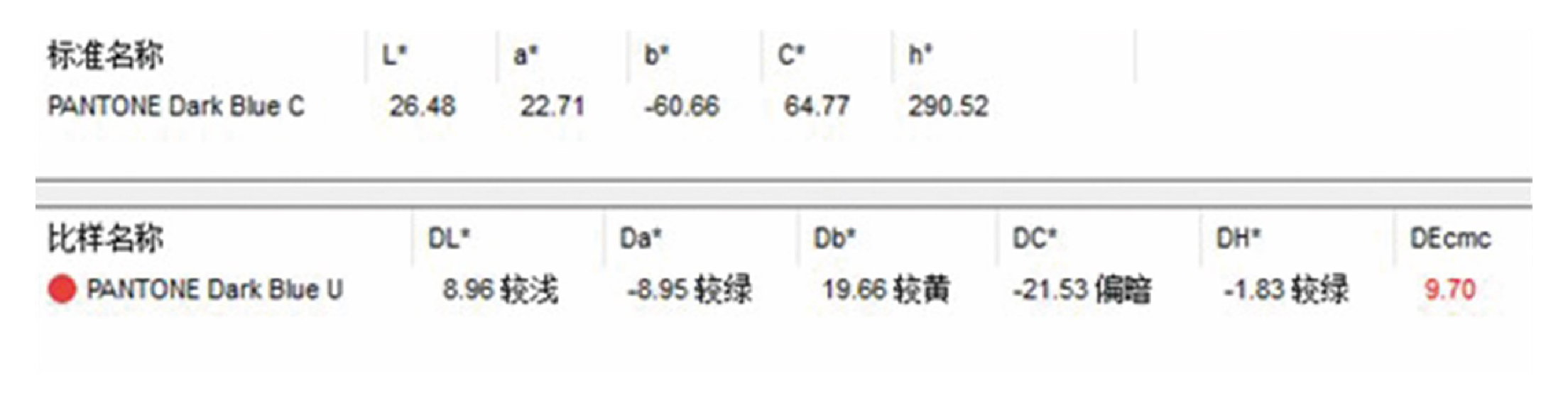
图3 深蓝色在不同承印物上的颜色差异
不同的材质具有不同的吸收性、白度、光泽度,同一种油墨在相同条件下印刷到吸收性不同的纸张上时,会有不同的印刷光泽。纸张表面存在着由植物纤维形成的凹凸和孔隙,为了使表面获得良好的均匀性和平滑度,一般要在纸张表面涂布不同厚度的涂料。涂料的性质和厚度决定了纸张表面对油墨的吸收能力,吸收能力不同,必然使印刷墨层的颜色产生差异。非涂料纸与涂料纸相比,黑色墨层会显得灰暗、无光泽,并且彩色墨层会产生漂移,由青色墨和品红色墨调配出的颜色表现最明显。
还有一些承印物因为材质本身就偏色比较严重,也会造成最终打样或者印刷色的偏差较大,如图4所示为同一个红色在不同材质上的视觉效果,比如在牛皮纸上的颜色偏差特别明显。
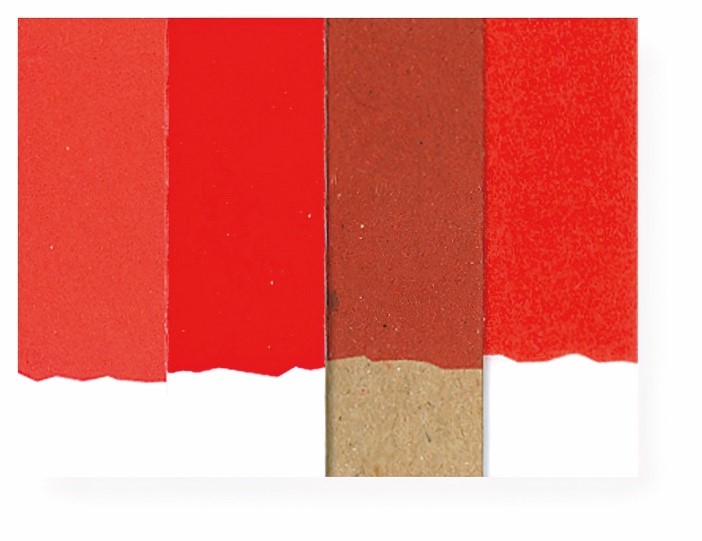
图4 同一个油墨在不同材质上的视觉效果
同样的原因,同一个颜色印在塑料上、布料上也会发生很大的差异,此外颜色效果的呈现还受到不同的印刷工艺、油墨等因素的影响。
保持不同包装承印物色彩一致性的方法
1.为不同品类的包装材质创建主和副两套颜色数据标准
在建立包装产品颜色标准时,需要先建立主标准,比如首先在所有品类中选择铜版纸胶印的印刷方式建立主标准,然后为其它每种材质、印刷工艺、油墨的组合分别建立副标准。每一套副标准需要经过严格的上机打样进行确认,打样过程中需要尽力去匹配主标准的颜色,虽然因为承印物材质、印刷工艺、油墨等因素的客观原因无法让副标准和主标准之间颜色完全一致,但是可以尽可能地去接近主标准,通过这样的方法实现不同的材质之间的尽可能地一致。虽然客观条件决定了我们无法实现不同材质之间的完美匹配,但我们可以做到最大限度的颜色匹配。
如图5所示为两种建立颜色数据标准的方法,第一种如左图所示,对所有材质只有一套颜色数据标准,当我们把不同材质印品摆在一起时会发现颜色差异很大,不仅和主标准之间差异大,同一种材质之间的颜色也会差异较大;第二种如图5右图所示,为不同材质、印刷工艺组合建立主副两套颜色数据标准,不同的供应商追色时的标准不同,虽然和主标准颜色差异仍然存在,但是我们可以做到同一材质不同样品之间的颜色保持很高的一致性。
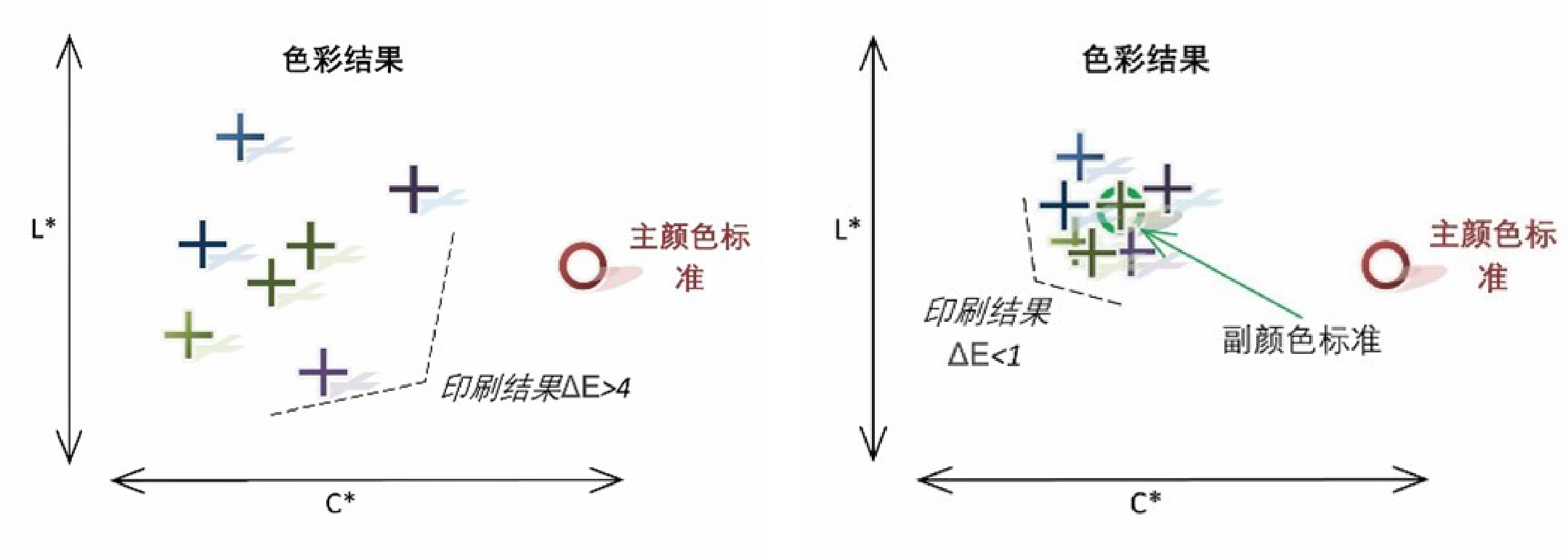
图5 不同颜色数据标准的色彩结果差异
有了主副两套颜色数据标准之后,在供应链上不同的印刷供应商才可以在印刷调色时去匹配不同的印刷标准,比如印刷厂A是做铜版纸胶印的,他可以选择主标准进行追色,印刷厂B是做塑料软包装的,可以选择对应塑料软包装及相应工艺标准的副标准去追色,因为不同的颜色标准是经过前期上机打样实际能够在此材质上印刷出来的颜色,这样就降低了供应商追色的难度。而如果所有的供应商都是拿主标准去追色,就会面临很难追上色的情况,这样的标准也就很难在供应链体系里运行下去。
因而,使用颜色副标准可以帮助我们降低印刷样品之间的颜色差异,确保色彩目标是可实现的、明确的,而且与主色彩标准具有很高的关联关系。
如图6所示,为爱色丽Pantone LIVE云端数据库内建立的主副颜色标准,里面包含了爱色丽为品牌商建立的各种材质、印刷工艺、油墨等组合的数据库,为品牌客户全球供应链每个环节定义了主副颜色,让整个印刷供应链可以获得稳定一致的颜色效果。

图6 主副两套颜色数据标准对品牌商的价值
如图7所示的列表,为Pantone LIVE颜色副标准颜色库的一小部分,每个标准对应不同的承印物和印刷工艺组合。

图7 PantoneLIVE颜色副标准颜色库(部分)
PatoneLIVE云端色库只是一个参考,我们可以通过PantoneLIVE许可和对应的爱色丽软件直接下载使用,也可以借鉴此方法和流程建立自己的企业标准,创建符合自己产品类型、材质、工艺组合的主副标准库。
下面我们以某知名饮料品牌常用的品牌色──蓝色举例,来对比同一颜色在不同材质标准之间的差异性:
如图8所示,我们把此品牌色在三类材质的标准分别导入到爱色丽iQC品控软件中,它们分别为蓝色在罐子、瓦楞纸箱、塑料瓶标上的L*a*b*数据标准,从色差以及L*a*b*上可以看出此蓝色在不同材质上建立的副标准差异是很大的。
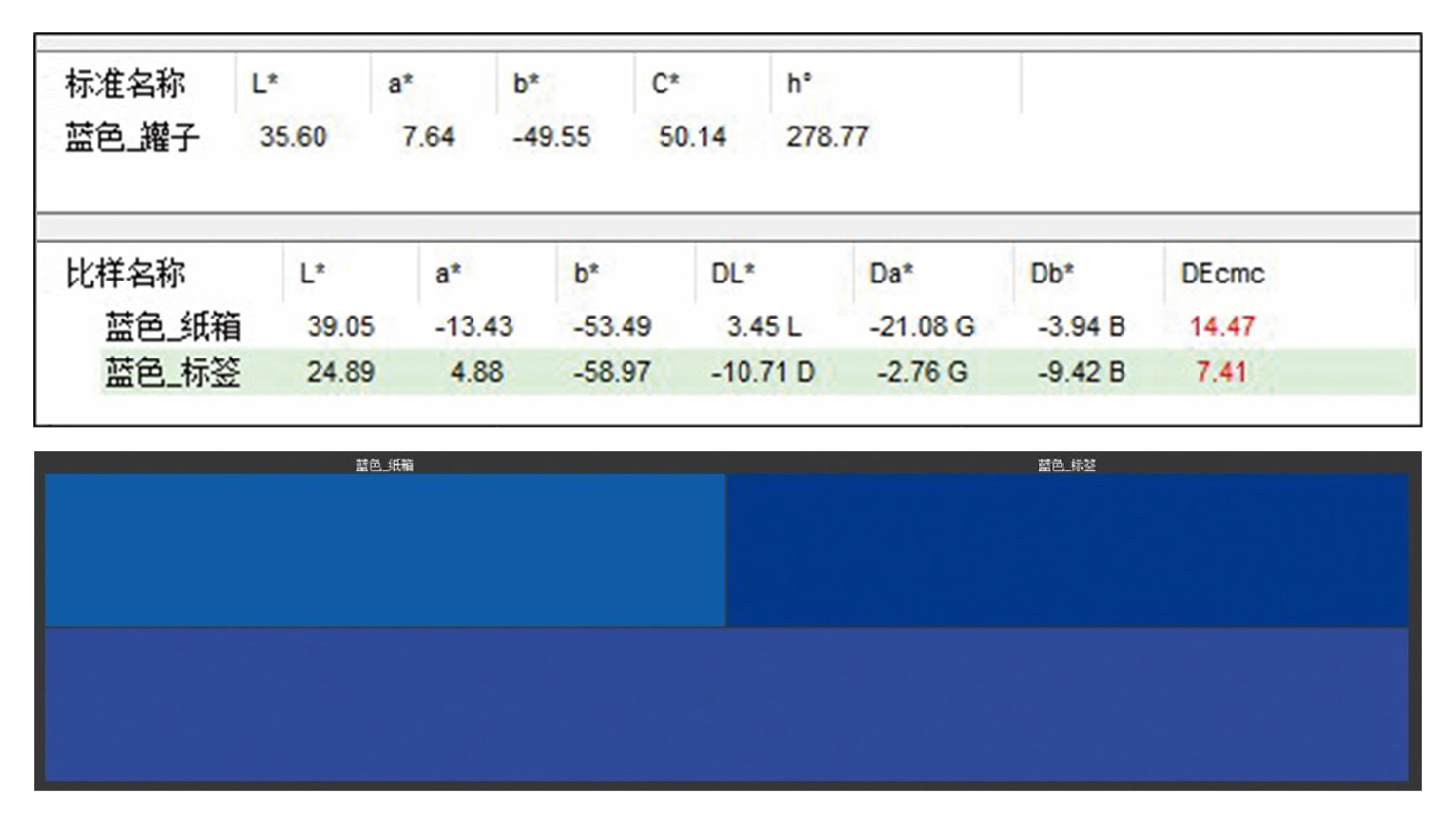
图8 某饮料品牌的品牌色
2.为不同品类的包装材质创建合适的容差
当然定义颜色标准时我们还不能忘记容差的设定,对于品牌色来讲,具体多少的容差是合适的很难有一个统一的数值,一般情况下需要我们多次打样,从不同的印刷打样中挑选出我们视觉可以接受的上下限样本。比如最简单的方式,我们可以使用包装行业常见的深浅卡来确定我们视觉可接受的上下范围,然后通过色差仪分别测定上下限与标准之间的差异来确定标准容差。
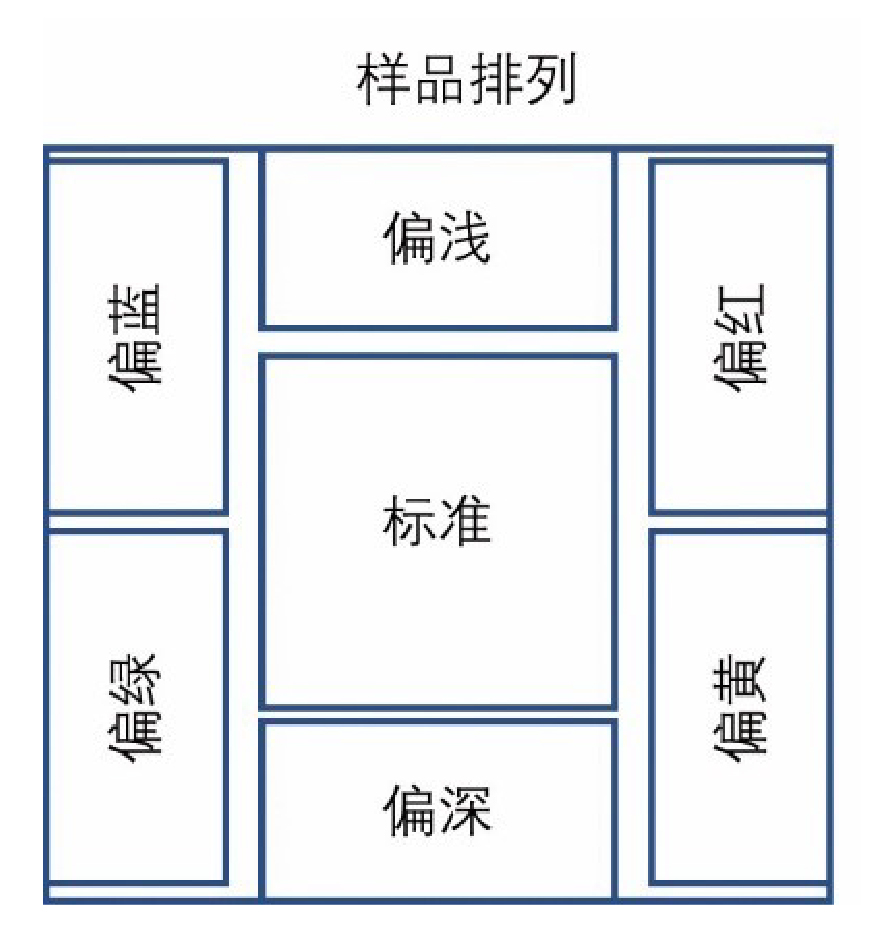
图9 偏色样品摆放
如果我们想更精细的确认容差,如图9所示,还可以在打样测试时让颜色以标准为中心向多个方向偏色,比如深、浅、绿、红、黄、蓝等方向,通过多个维度的颜色变化来更准确地找到视觉可以接受的容差值,以此建立更准确的容差标准;如图10所示,容差值为1.0和5.0的差异。
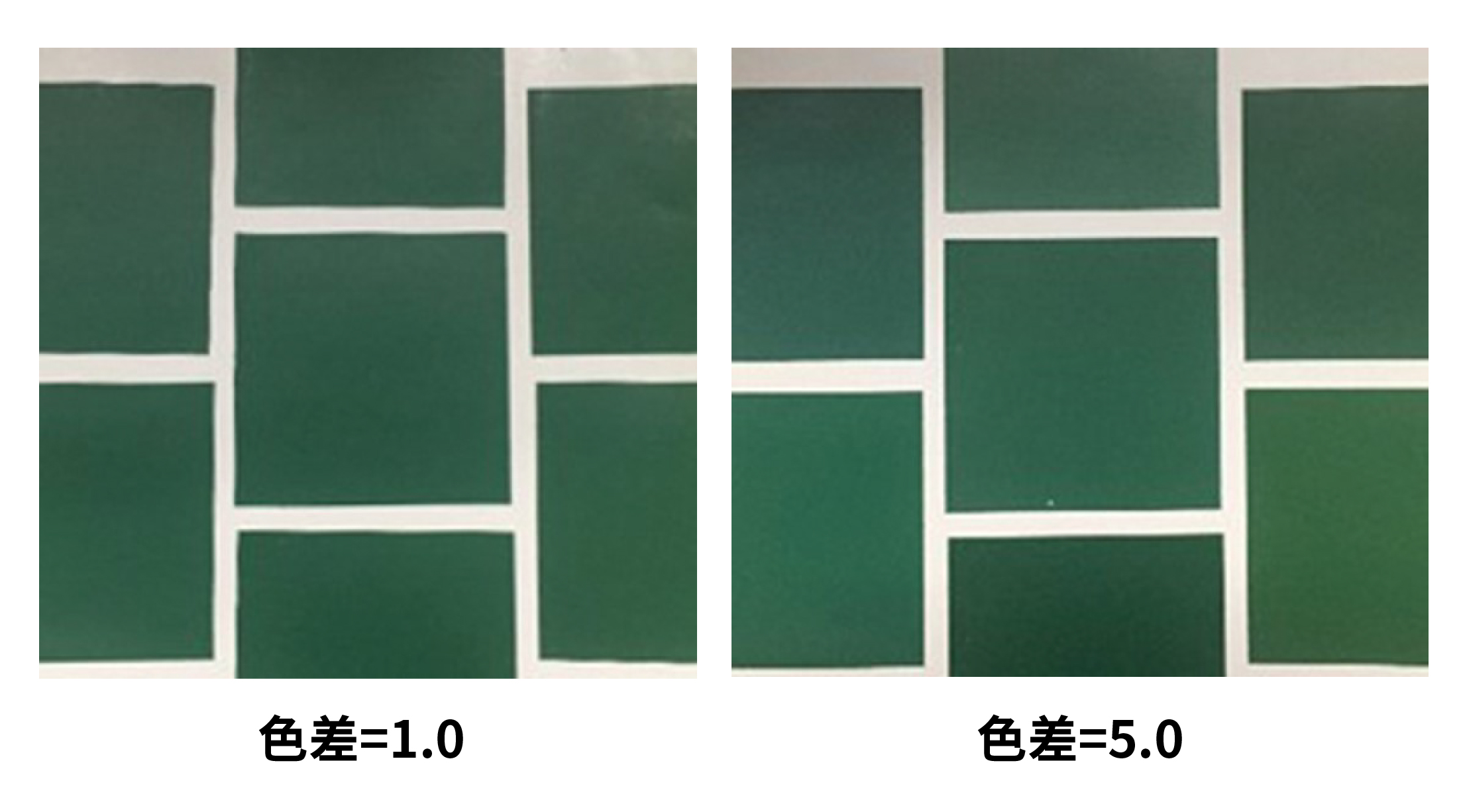
图10 不同容差的差异
同样我们以刚才提及过的某品牌色──蓝色为例,在每种材质上建立容差也是有区别的,供应商在生产时产品的颜色需要符合不同品类产品颜色等级的要求。在罐子和瓶子上的标签容差均为ΔEcmc < 2.5,而瓦楞纸箱的容差为ΔEcmc < 2.0。
全文未结束
本文“结束语”部分的相关内容,请阅读《CI FLEXO TECH》实体杂志或注册微信公众号正式会员在“大咖讲柔印”版块阅读。






