本文分析了纸包装为什么要胶印转柔印,以及具体如何实施;并对胶印转柔印所需的印刷机、模切机提出了明确的要求。
/ 王德吉 /
Huhtamaki北亚区预印经理,中国印协柔印分会专家库成员,印刷工程师;从事柔性版印刷行业超过15年,对纸包装印前、印刷工艺均比较了解,熟悉层叠式、机组式和卫星式柔印机的印刷工艺。
前言
随着市场竞争压力越来越大,行业内卷严重,包括终端使用客户在内的整个产业链都在开源节流,所以提高生产效率、降低损耗是大部分印刷包装企业的工作重点。
相较于胶印,柔版印刷特别是卫星式柔印具有:生产效率高、过程损耗低、设计损耗低等一系列优势。
一、为什么要胶转柔?
柔印为什么能够发展地如此迅速呢?我们以食品包装为例,对柔印与胶印进行对比,有以下几点优势:
1) 柔性版印刷更加节省原材料
胶印是平张印刷,如图1所示,需要预留咬口,正常情况下咬口宽度需要15mm;另外还需要托稍,宽度也要10mm以上,这些都是材料的无谓浪费。而柔印使用的是卷状材料,是不需要咬口和托稍的,这节约的是设计损耗。
图1 胶印的设计损耗
我们进行过详细计算,相同尺寸的产品,分别按照胶印(平张纸)和柔印(卷筒纸)的方式进行拼版,柔印可以节约10%以上的原材料。
2) 原料价格更低
纸张在造纸过程中,都是使用卷筒的形式进行收料作业,有些设备附带联线纵向分切。如图2所示,卷筒纸相较于平张纸不需要进行切张工序,也就是说能够节省一道切单张工序;并且卷筒纸运输时不需要托盘,可直接堆垛。综合下来卷筒纸的成本更低,价格就会比平张纸更便宜。
图2 纸张比较
3) 印刷效率更高
胶印机的开机速度为最高18000张/h,换算成米数后印刷速度约为120m/min,而卫星式柔印机的生产速度最高可达300m/min以上,也就是说,一台卫星式柔印机的生产效率最高约为胶印机的2~3倍。而更高生产速度的卫星式柔印机的生产效率将会更高。
图3 卫星式柔印机
4) 更加环保
现在很多食品包装都有明确的要求,需要使用符合国家环保标准的水性油墨,相较于胶印油墨和溶剂型油墨,水性油墨有着低气味、低迁移、对人体无害、不易燃易爆等优势。
而且,在目前各种安全、环保法规的约束下,印刷企业要做到合规,使用水性油墨的印刷企业,只需要对废气和废水进行相关处理,与其他印刷方式相比,处理设施的投入相对要少一些,处理设施的运行成本也较低。
通过表1所示的胶印和柔印对比分析,我们不难发现,胶印的优势在于印刷图案相较于柔印更加精美、调试损耗更低、对最小起订量(Minimum order quantity, MOQ)需求量更小,当然柔印的优势也很明显,如:设计损耗低、生产速度更快。
表1 胶印柔印优缺点对照表
那么我们怎么做才能够扬长避短克服柔性版印刷的劣势,从而实现我们既定的胶转柔目标呢?
二、如何实施胶转柔?
实施胶转柔,我们可以通过以下几个方面来行动:
1.印版及网纹辊匹配
1) 印版线数
由于胶印的印版线数起步在150Lpi,大部分是175Lpi,甚至是200Lpi;那么我们需要将柔印印版的线数提高在120Lpi以上,最好是133Lpi,这样能够从视觉上减少因印版线数低导致的视觉效果差。
2) 网纹辊
因柔印印版线数要提高,以便接近或达到胶印清晰度要求,网纹辊线数必须提高;柔印一般按照1:6~1:9的比例匹配网纹辊,即133Lpi的印版需要配套1000Lpi以上的网纹辊。
只提高网纹辊线数,会带来上墨量和色密度降低的问题。那么就需要选择高线数、大载墨量、高油墨转移率的网纹辊,通过表2国产六边形网穴与进口异型网穴网纹辊数据对比可以发现,传统六边形网穴网纹辊不利于高线数、大载墨量、高油墨转移率的实现;特别是为了提高油墨转移率,应该对各种网穴的网纹辊进行详细的对比测试,选择适合自身印刷机和油墨的网纹辊配置。
表2 网纹辊载墨量及油墨转移率对比
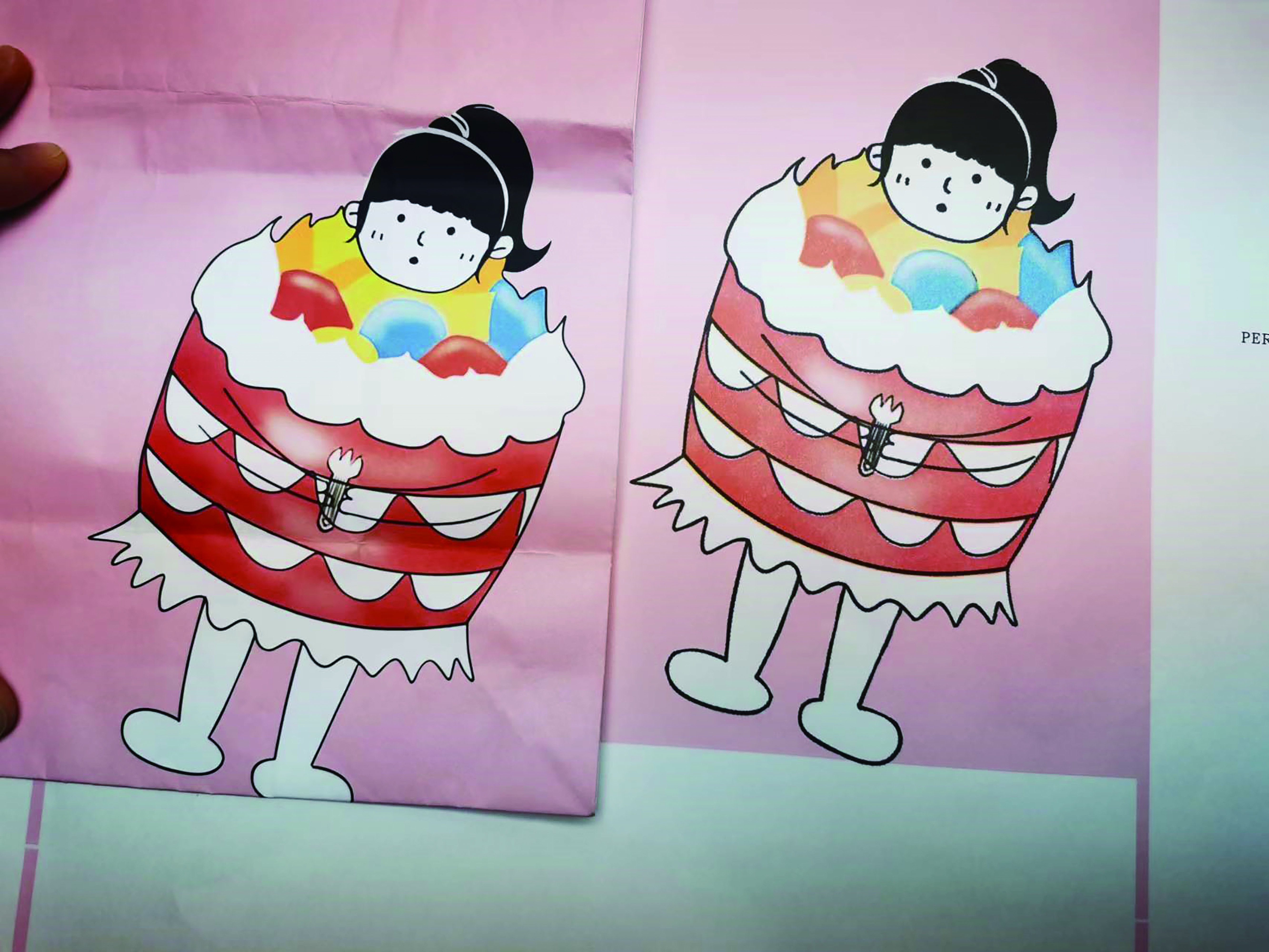
除此以外,应该适当地提高油墨色浓度;如图4左图所示,使用恰当的网纹辊和油墨改善印刷后的效果,可见其与图4右图相比提高了印刷颜色的深度,从而增加印刷图案的立体感。
图4 不同载墨量网纹辊的印刷效果差异
适当提高油墨色浓度
+
合适的版材
+
高线数/大墨量/高转移率网纹辊
‖
胶转柔的基础!
2.套筒匹配
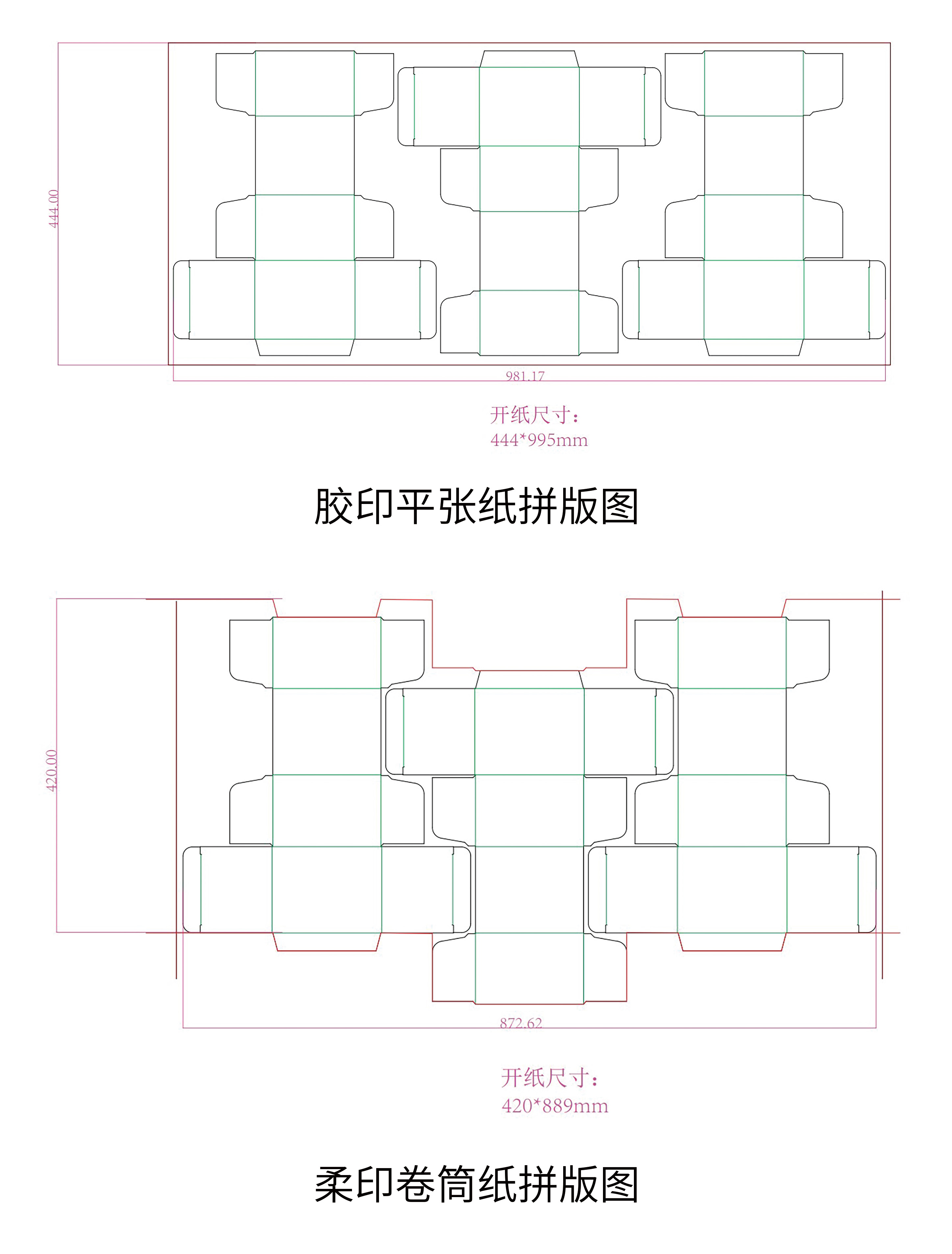
通过图5所示的产品拼版对比可以发现,柔印相较于胶印,将会有15%的原料节约。节约的来源为:柔性版印刷为卷筒印刷,模切刀版可以利用前一个周长的尾部做下一个重复周长的起始模切。
图5 胶印与柔印拼版对比
为了最大限度地减少设计损耗,原则上采用并刀的形式拼版,不需留印版接缝位;因此匹配适合的贴版套筒非常重要。
3.色彩管理
闭环、数据化的色彩管理,配合稳定色彩的数码打样,能够以较低的成本快速跟客户确认印刷图文内容和印刷效果。
通过数码打样机与建立相应的制版曲线,能够有效地规避或减少上机印刷效果达不到要求从而改版的概率。
通过数码打样机和每台印刷机的色彩管理匹配,能够减少上机打样频率。
4.油墨管理
为了提高柔印的打样成功率和效率,稳定产品印刷质量和控制油墨成本,需要对柔印油墨进行严格的管理。
为什么要做油墨管理?主要有以下几个方面的优势:
1) 在上机印刷前将油墨颜色调整至客户满意的颜色,比如客户确认的数码样或PT专色等。
2) 通过展色仪(如图6所示)的网纹辊匹配,能够最大限度地减少因印刷颜色不同导致的调试时间和调试材料的浪费。
3) 合理的油墨配方,能够提高和确保油墨的稳定性和耐性。
4) 能够有效地控制和利用老油墨库存,减少浪费,节约成本。
图6 柔印展色仪
三、印刷设备要准备什么?
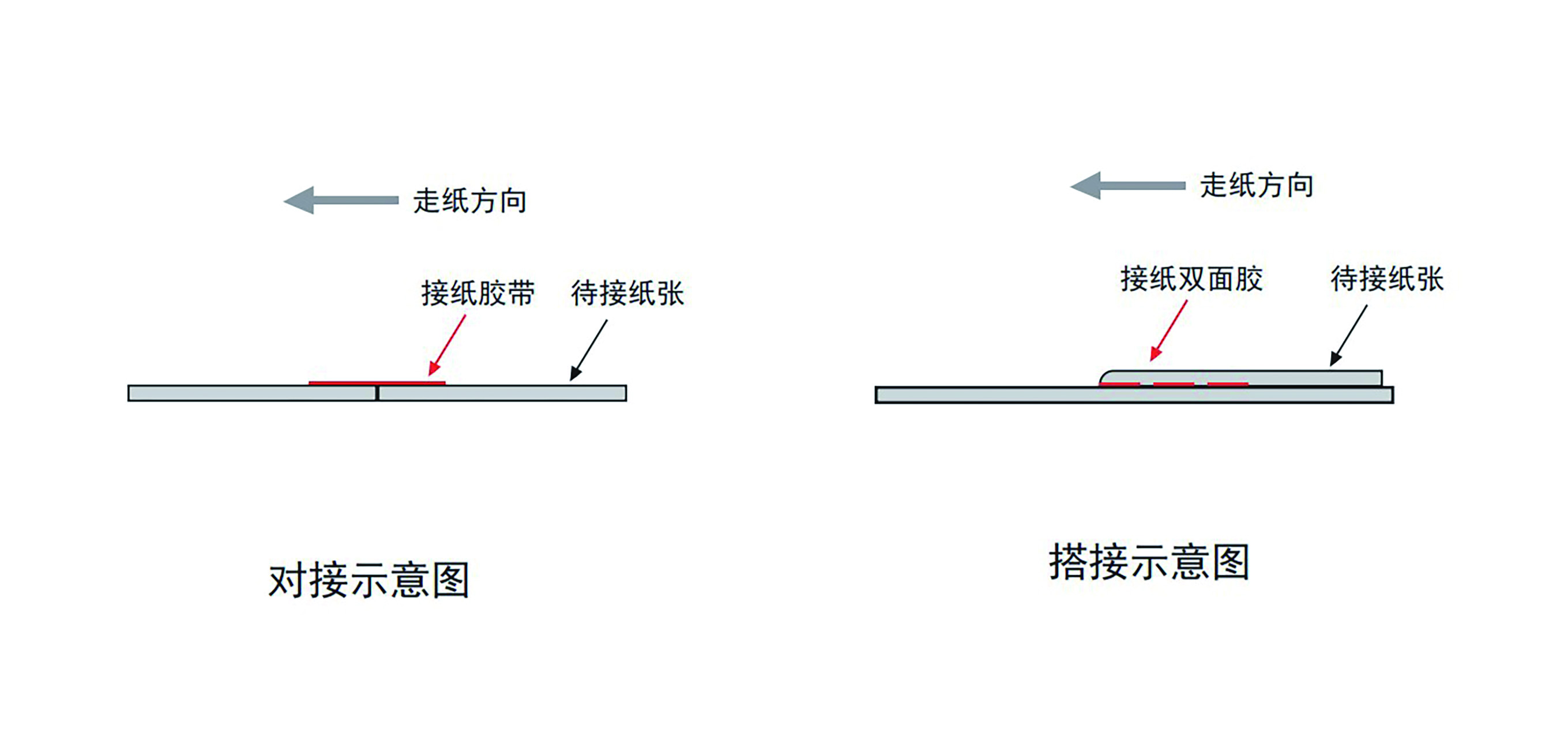
胶转柔的柔印机应配置不停机换卷装置。薄纸印刷可以选择搭接(如图7右图所示)的方式进行不停机换卷,而厚纸印刷需要选择对接(如图7左图所示)的不停机换卷方式,因为对接可以在过接头时不离压印刷,将换卷损耗控制在几米内。
图7 对接和搭接对比
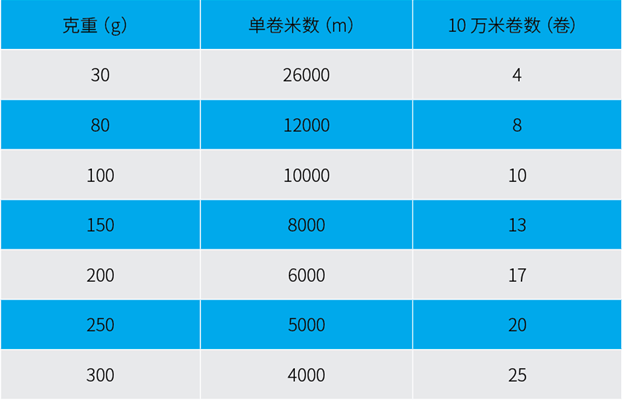
如表3所示,厚纸印刷不同于薄纸,相同的卷径厚纸的米数将会比薄纸少5倍,相同的订单米数,厚纸的停机次数会更多,损耗会更大。
表3 纸张克重与每卷米数的对照表(直径1500mm)
以250g宽度为1000mm的卡纸为例, 10万米订单印刷采用不停机换卷,可以减少约400kg的原料损耗,和200min的停机时间。
四、印后要注意什么?
区别于胶印机的单张收放料,柔印采用卷对卷的印刷方式,所以模切机需要更换或者改造成卷筒放料的卷筒纸模切机(如图8所示),否则将会失去低设计损耗的优势,并且需要增加切单张工序,增加生产成本。
图8 卷筒纸模切机
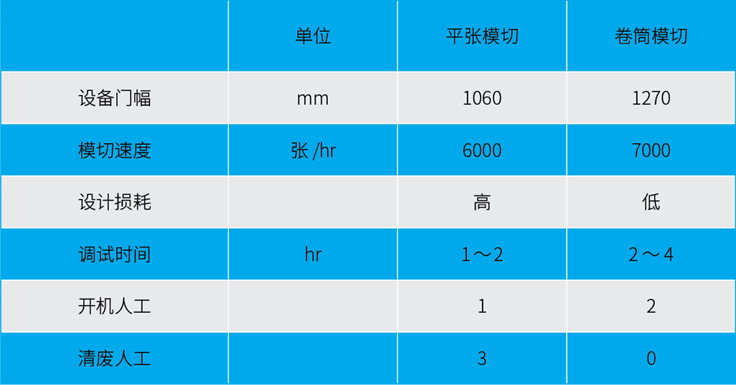
胶印采用的平张模切和柔印采用的卷筒模切参数和优缺点对比如表4所示。
表4 平张与卷筒模切优缺点对比
建议卷筒纸模切机采用12寸纸卷芯放料,有助于减少纸张弯曲导致模切片不易拉出,或减少因模切片弯曲导致糊盒产能低下的情况发生;设备需要选配反拉平整功能,也是为了规避模切片卷曲的问题。
全文未结束
本文“总结”部分的相关内容,请阅读《CI FLEXO TECH》实体杂志或注册微信公众号正式会员在“大咖讲柔印”版块阅读。