本文介绍了商品条码的定义、检验和要求,为了印刷品获得更高的条码等级,对印前如何进行条码测试进行了案例分析,并给出了相应的建议。
罗勋
印前、制版、印刷15年以上从业经验,对胶印、柔印、凸印、丝印以及数码印刷都有一定了解。曾参与主导多家标签、包装、软包企业印前自动化作业项目实施落地。现任职艾司科贸易(上海)有限公司服务部软件应用工程师。
关于条码
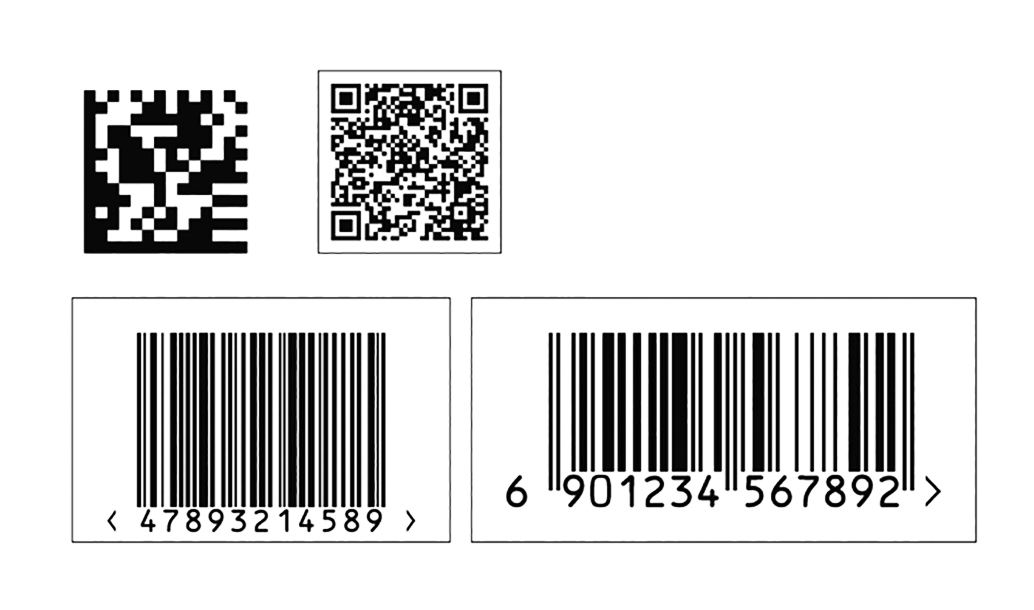
常见的一维条形码是由宽度不等的多个黑条和空白,按照一定的编码规则排列,用以表达一组信息的图形标识符。
由于使用场景越来越多样化,比如仓储管理、图书管理、工业生产、物流、商品编码、支付......条码的种类也越来越多,各式一维码和二维码也应运而生。如图1所示,左上角为Datamatrix条码,常用于电子产品零件编码及流水线自动识别;右上的QR码则用于复杂信息记录、网址信息等;左下角的128码常用于企业内部的物品编码;右下角的EAN13码则是国际通用的商品条码类型。
图1 常见的条形码
商品条码是最常见的条码之一,是零售产品的标签和包装盒上必须用到的条码。本文将以零售商品条码为例,解析如何印制出高等级的EAN13条码。
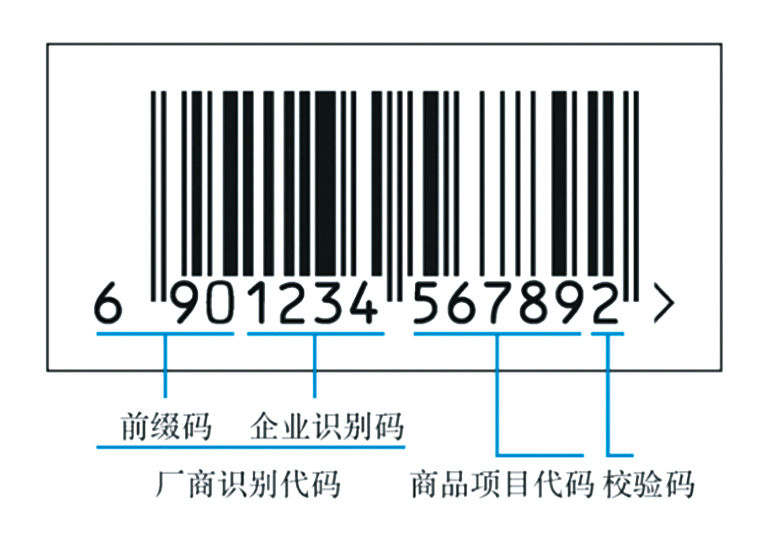
EAN13码由厂商识别代码、商品项目代码、校验码组成,如图2所示。
图2 EAN13条码规则
● 厂商识别代码:全球唯一的厂商标识代码,中国地区由中国物品编码中心赋码,有7~10位数字构成。
● 商品项目代码:商品唯一和永久的代码,由企业按规定标准赋码,有5~2位数字构成。
● 校验码:为校验条码扫描识读而设置的特殊代码,由前12位按一定的算法运算确定。
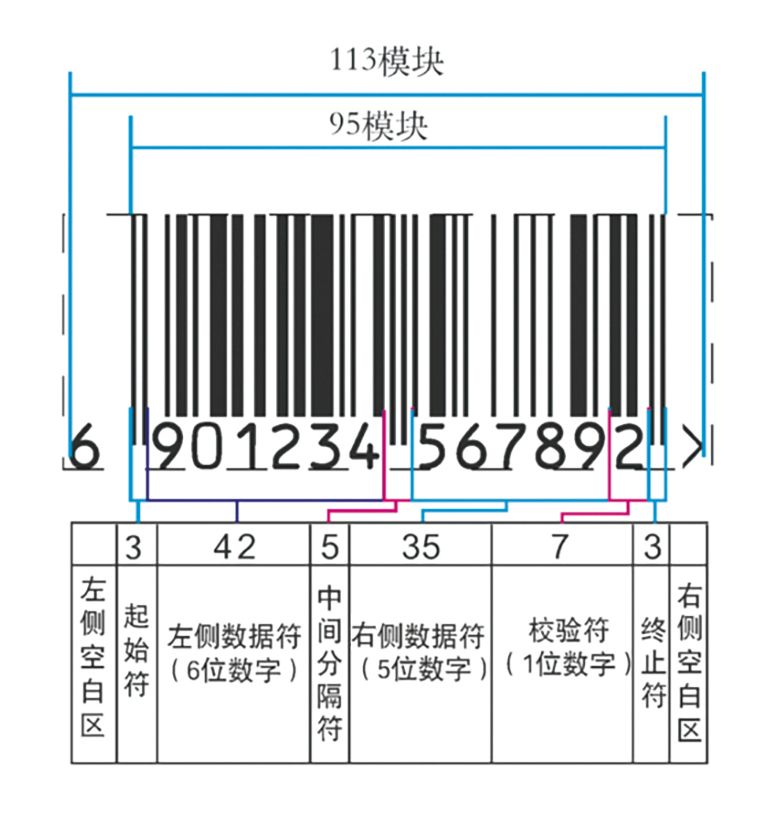
从符号学上分析如图3所示,EAN13码由左侧空白区、起始符、左侧数据符、中间分隔符、右侧数据符、校验符、终止符、右侧空白区及供人识别字符组成。
其中左侧空白区最少11个模块,加上95个条码符号,右侧空白区最少7个模块,一共有113个模块。
理论上100%条码的1个模块(最细的条或最细的空)宽度为0.33mm,则左侧空白区最小宽度为0.33×11=3.63mm。
在印刷生产时,受制版精度、印刷压力影响,无法完全复制标准的条码尺寸,所以在本文后半部分将介绍如何控制条码生成的参数,以达到高的检测等级。
图3 EAN13条码结构
商品条码的检验与要求
条码符号有四个方面的要求:代码结构、唯一性、符号要求、条码符号等级要求。在中国地区,厂家向中国物品编码中心申请条码,任何条码软件自动生成条码,均可满足前3条的要求。而等级要求则需要印刷厂根据印刷机特性去调整适配才能达到。
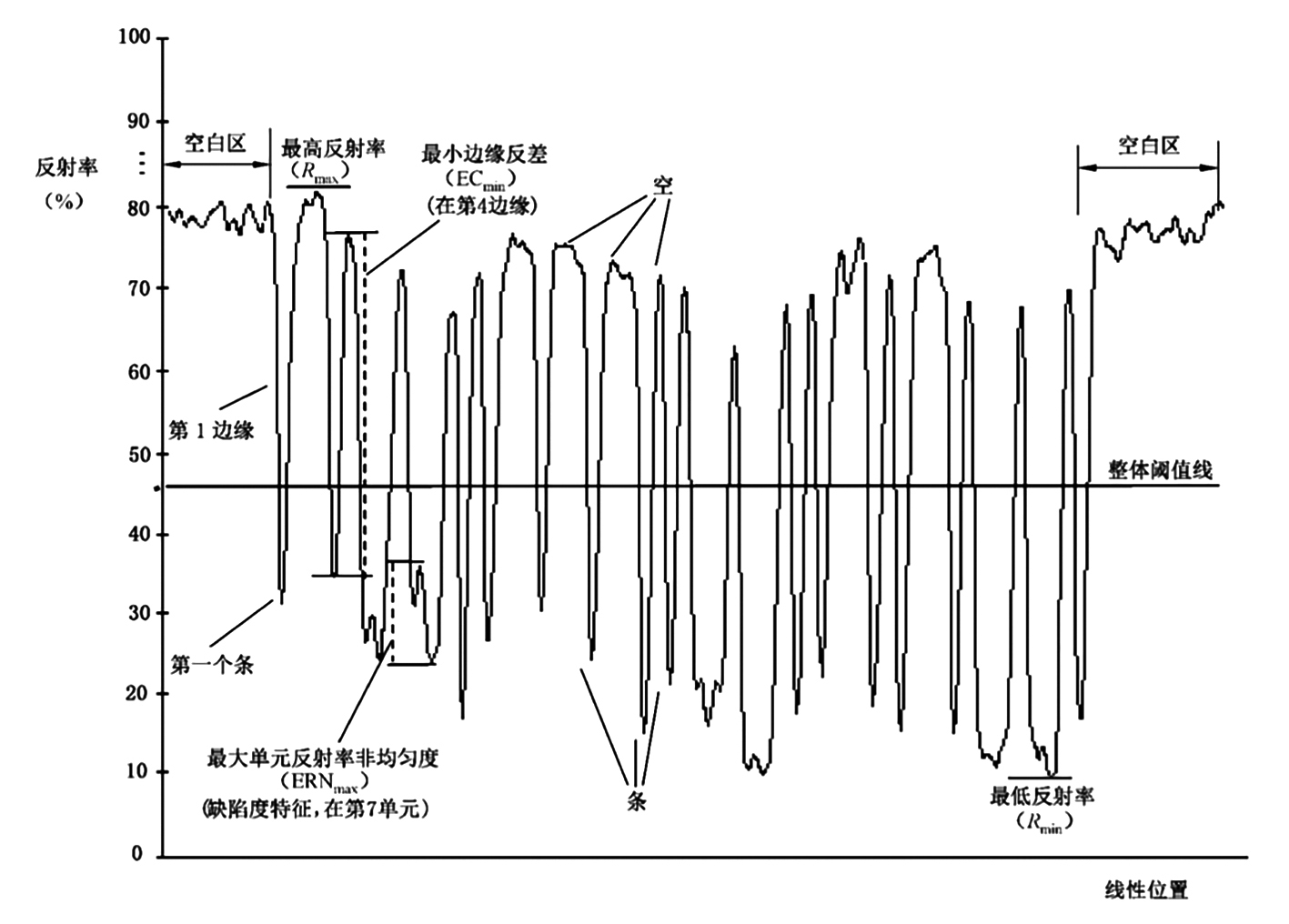
以白底黑条码为例,在检测时,条码检测设备光源发射670nm±10nm的红光,照射在条码符号表面,条码黑条吸收光波,条空白色则反射红光。反射回来的光经过光电转换器转成电信号,经信号放大产生模拟电压,经滤波和整形,经译码器解码成数字信号,如图4所示为反射率曲线示意图。
图4 条码反射率曲线示意图
GB/T 18348-2022国标规定商品条码符号的等级不得低于1.5/06/670。其中,1.5为符号等级值,06为测量孔径标号(测量孔径为0.15mm),670nm为测量光波长,其允许偏差为±10nm。由于商品包装在运输、存储、装卸过程中容易损毁,使其符号等级降低,因此建议零售商品条码印制等级不低于2.5/06/670。
根据条码检测所得的曲线参数,综合评估最小边缘比度、解码性、条空对比度、调制比、缺陷度等的评定条码等级,最低的那一级就是该条码的等级。
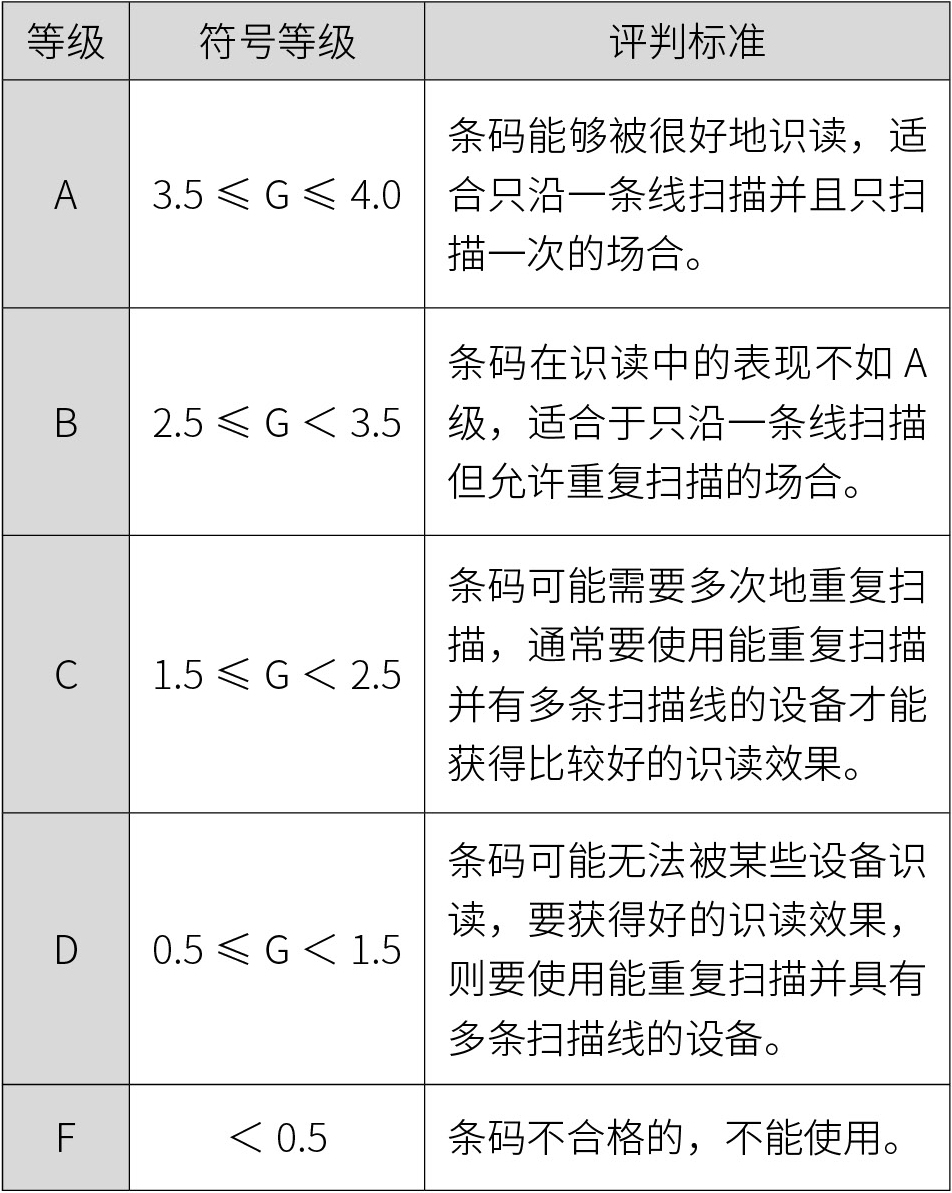
各参数的等级及扫描反射率曲线的等级用字母A、B、C、D和F表示,分别对应国家标准中的4、3、2、1和0,其等级划定值如表1所示。根据国标,商品条码不得低于C级。
表1 商品条码等级划定
影响印制条码等级的因素
检验设备的标准性是一个重要的方面,设备必须每年校验,只有标准的设备测评结果才值得信任。有的印刷厂,条码检验设备从买进公司就从来不校验,用这样的设备做的检验报告就等于开玩笑,准确性有待商榷。
根据条码检验的等级评判标准,如果要印制出等级高的商品条码,就得尽量让条码接近于标准的条码。高品质的条码一定是:
1)模块(如图3所示)宽度接近于标准条码;
2)条边缘锐利;
3)两侧空白足够;
4)颜色饱和无针孔;
5)反差大,条不宜用红色及近似色;背景色的影响也不容忽视,金银卡印刷条码垫白很关键。
条码的设计
印刷条码的设备多种多样,大致有:碳带式条码打印机、传统的印刷机(胶印、凸印、柔印、凹印、丝网),以及数码印刷机。
由于设备精度的不同,低精度的设备要印制出高等级的小尺寸条码确实不容易,而数码机则容易得多。
以胶印包装盒或标签的条码设计为例,我们首先要知道:
1)标准的100%的商品条码黑条宽度为0.33mm;
2)胶印CTP的精度一般为2400dpi,或者2540dpi;
3)2400dpi胶印CTP一个像素约为0.0106mm;
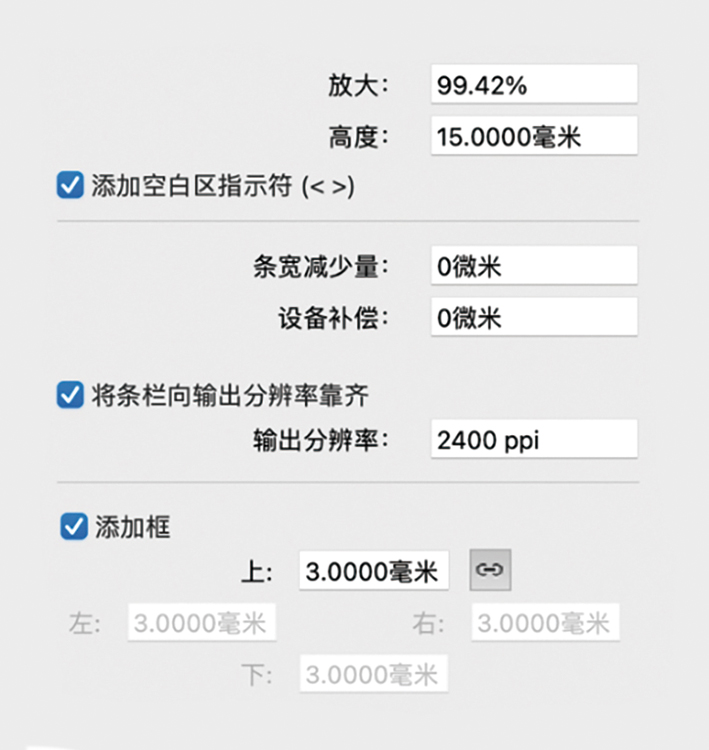
4)0.33mm黑条宽度只能分布31个激光点,条码放大倍率为99.42%(如图5所示);
5)油墨在印刷过程中,网点会扩大,笔画会变粗;黑条必须提前收细,减小的量应参考变粗的宽度;
6)为了保证油墨密度,应参考色彩管理的标准密度范围,颜色宜深不宜浅,如果不能兼顾,可参考柔印把条码拆出来单独印刷;
7)两边的空白区应比标准尺寸略大,还要结合法律法规要求(其实行业的左4右3毫米是一个很不严谨的说法;比如当放大倍率为200%时,空白区最小11模块对应0.33mm×11×2=7.26mm)。
图5 根据CTP输出精度调整条码放大倍率
印刷企业如何获取条码收细量
要印刷出高等级的条码,印前部门必须严谨地在条码生成软件界面输入正确的参数,其中最重要的两个参数为放大系数、条码收细量(减少量)。
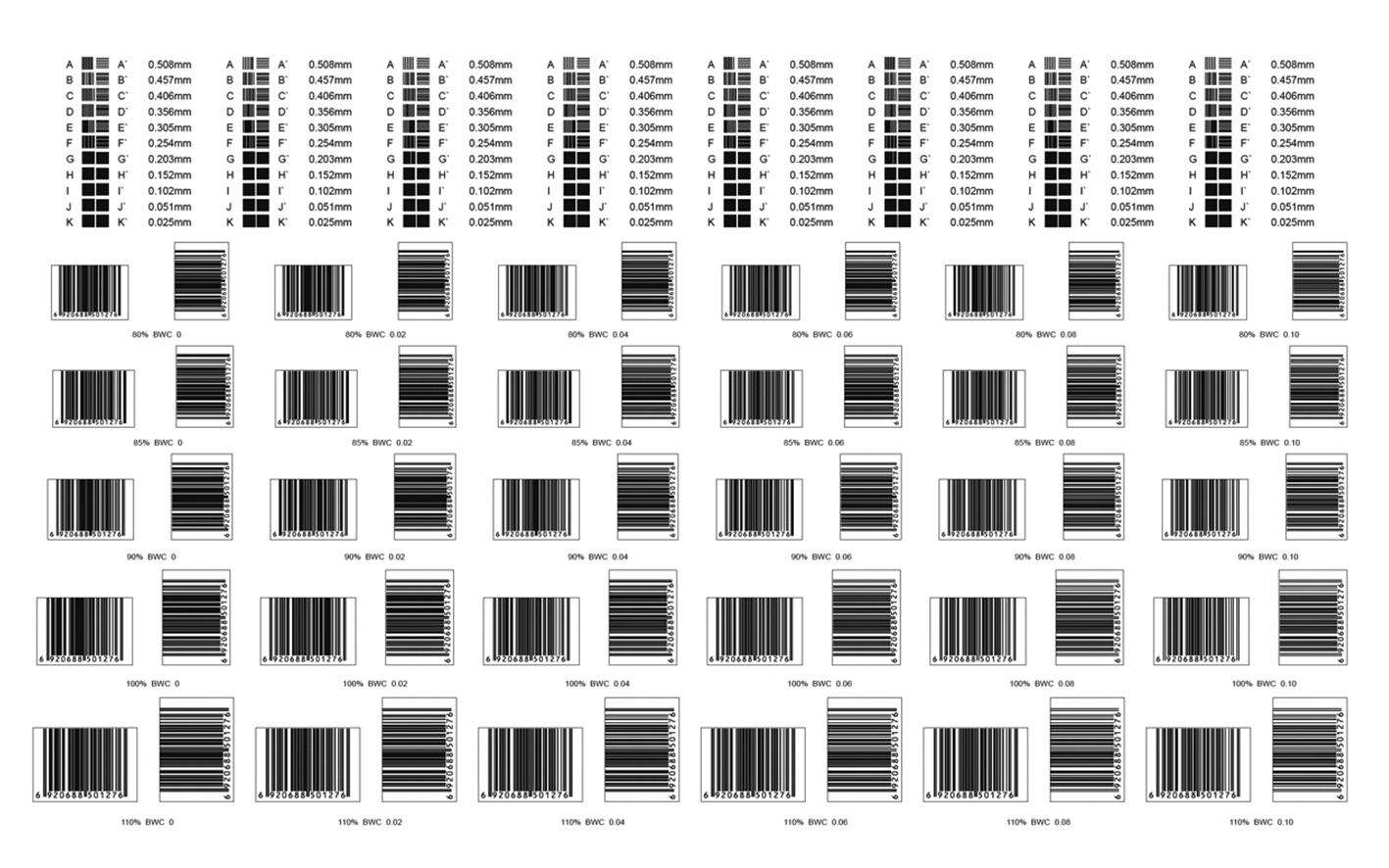
无论是胶印、柔印,又或者是其他传统印刷设备,印刷压力不可避免地会引起网点扩大、线条变粗。而每种设备的网扩参数是不一样的,在不同的印刷压力下也有差别。可以设计一个印刷测试版,参考如图6所示的条码印刷适性测试图,测试80%~200%的各种条码,以及对应的不同收细量,并对水平和垂直印刷都要兼顾。再在印刷机上,用不同颜色的油墨和实地密度进行印刷测试。对印刷品所有条码进行测试,记录条码等级,可以得出各个放大倍率对应的收细量参数。
图6 条码印刷适性测试图
此测试可定期进行,以验证印机在稳定状态。
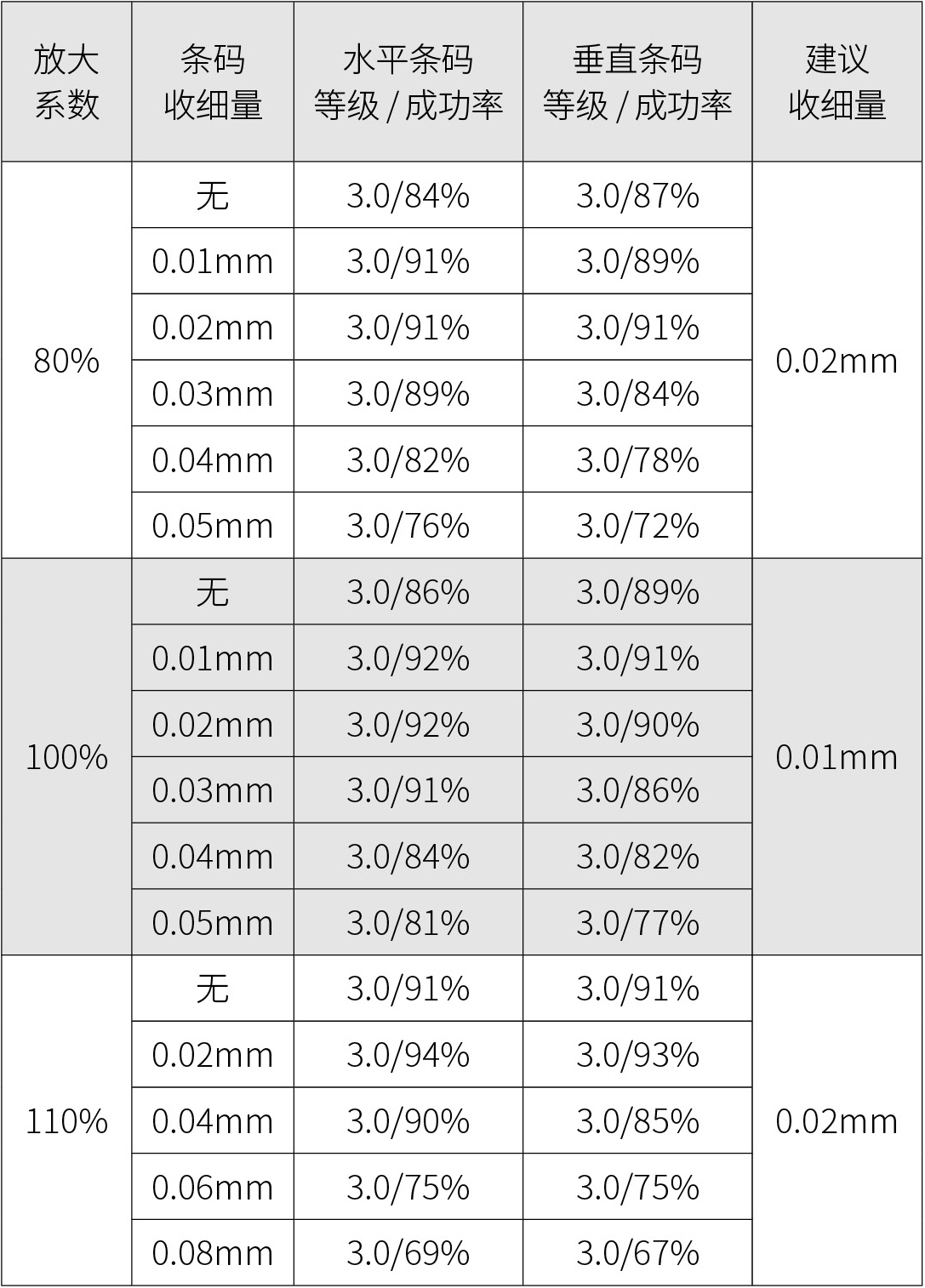
笔者在胶印机上实际测试获得的参数值和评估过程,通过印刷和条码测量得出表2。
表2 胶印条码等级测试结果
通过对比,发现虽然条码等级没有明显差异,但是条码仪显示的成功率有一定的区别;根据测试结果,为了方便管理,我们将胶印彩盒条码收细0.02mm作为80%~110%区间的条码减少标准,120%~200%更大的条码可用无减少的条码或0.02mm均可。
对于柔印,测试过程和胶印的相似,但必须要注意以下事项:
1)印版的缩放比必须和印刷的贴版辊筒匹配,在有的印刷厂,车间同事认为是测试,就随意使用版辊贴版,导致在周长方向的条码尺寸错误,而不能获得准确的结果;
2)柔印常使用透明的材料,需要垫白墨测试,白色的遮盖力(不透明度)应和生产实际状况一致;
3)不同线数网纹辊由于其载墨量不同,印刷结果的实地密度不同,应分别进行测试;
4)在张力作用下,材料可能拉长,测试时应考虑材料的变形。
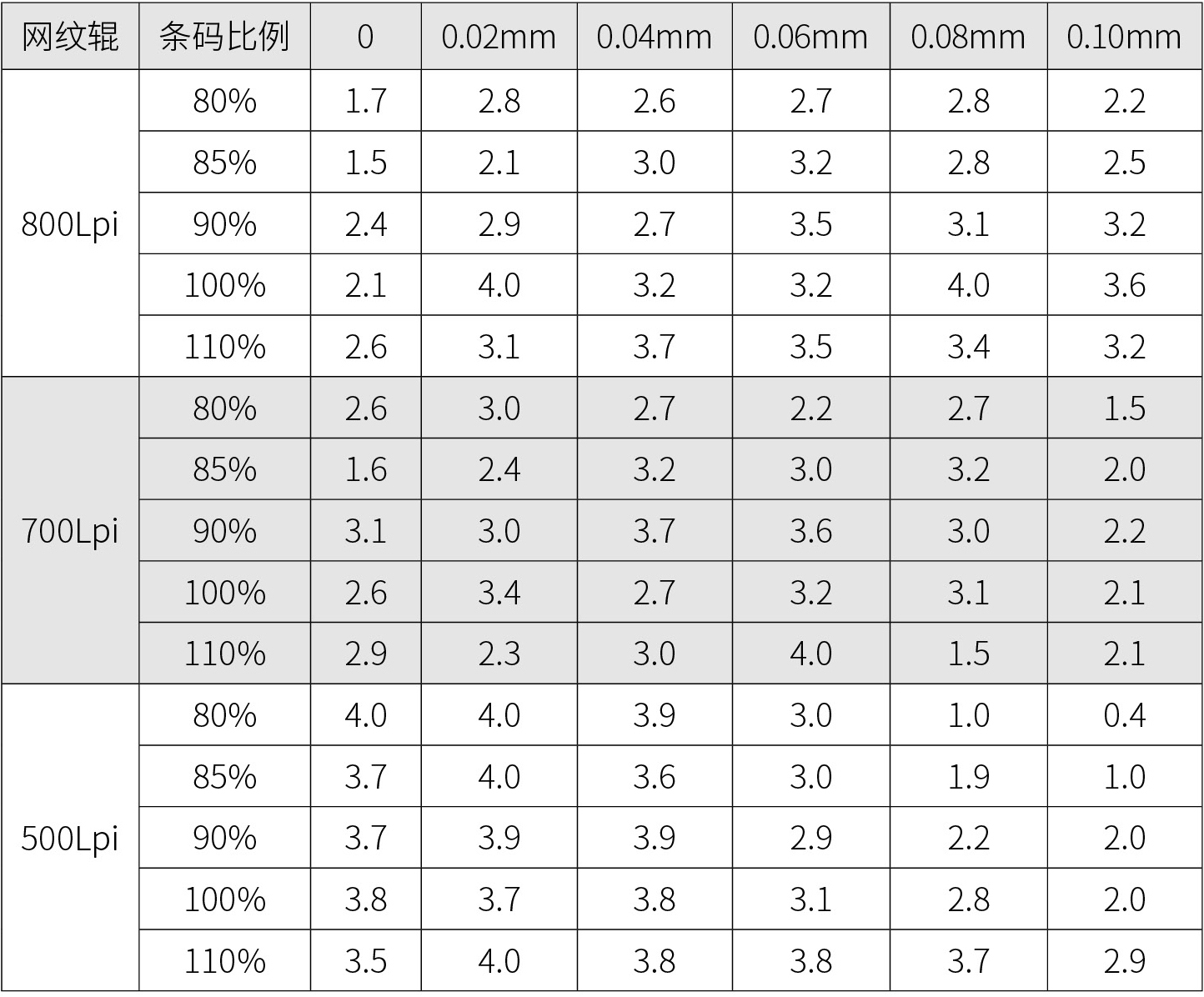
如表3所示数据,各种垂直条码(条的印刷方向与印刷机走纸方向一致)等级测试结果,可见不同条码比例、收细量、不同载墨量网纹辊都会影响印刷品的条码等级,为了便于管理,把该制版厂80%~110%的所有条码收细量设为0.04mm。
表3 柔印条码等级测试结果
条码的颜色设计
GB/T 18348规定商品条码检测仪器的光源为670nm的红光,白底黑条是最安全的条码颜色搭配。
根据显色原理,条码的背景色应该必须是能够反射红色的颜色,如白色或者是红色的近似色,如橙色、黄色。
而条的颜色应该是吸收红的油墨,如黑色、蓝色、绿色、深棕色等。
如果承印物为金属色、透明, 则必须在条码底部印刷1~2层白色油墨,以增强颜色反差。
全文未结束
本文“标签上条码的位置选择”部分的相关内容,请阅读《CI FLEXO TECH》实体杂志或注册微信公众号正式会员在“大咖讲柔印”版块阅读。